I was recently teaching the I-CAR NEW16 course, where we talk about all the mix of vehicle construction materials such as new steels, more aluminum and an influx of carbon fiber. Someone asked, “Why would I need to look up what materials are where?” It’s pretty obvious, isn’t it?
This got me thinking on many levels, one of which is the way things are changing in the automotive world. Car manufacturers are doing more and using more ideas to reduce vehicle weight to meet CAFÉ standards in fuel requirements.
On another level, we’re saying to look up and learn what a vehicle is made of and how to repair it.
The last level I thought of takes me back to when I wrote about aluminum vehicle repair, especially concerning the Ford F-150. I received an email from a person who read an article and said aluminum repair is not that simple, and that it requires thought and information along with training.
His email stuck with me for a long time. He said that too many of us were oversimplifying aluminum repair, and that it takes a lot more than just tools. It also takes a lot to know the differences between the types of aluminum and how to work with the differences.

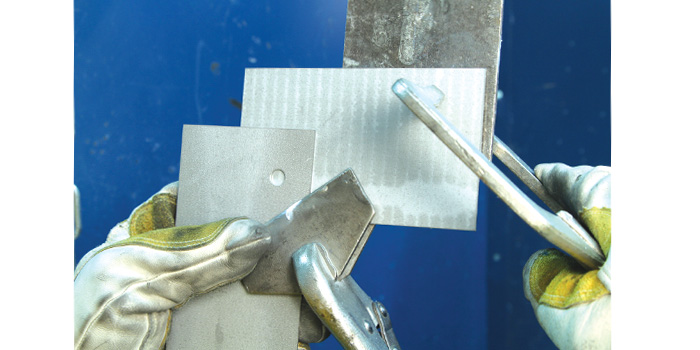
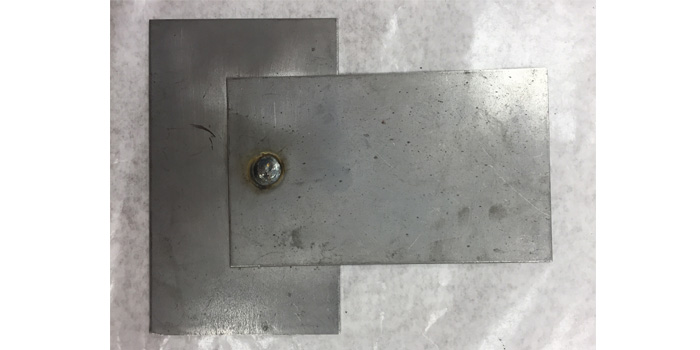
For example, a friend of mine said that welding on the new F-150 was nothing like welding on coupons for the aluminum weld test. I now realize what was being said in the previous guy’s email.
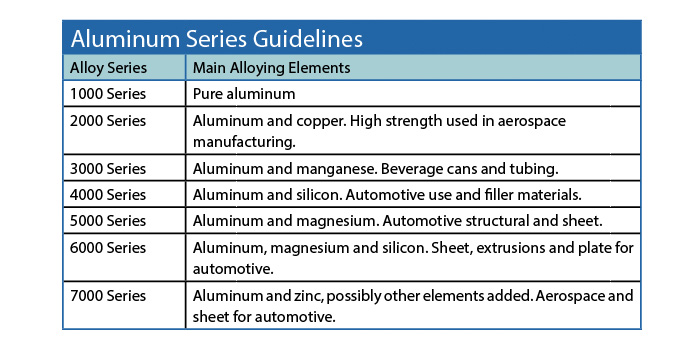
The differences in aluminum in automobiles may seem slight in some cases, but the repairs could be very different as far as how they’re done. Not all aluminum is the same. Different series and alloys change the procedures or products used. Just because it’s aluminum doesn’t mean it’s repairable or done the same as every other vehicle manufacturer. A particular recommendation from the maker of that vehicle will be specific to the aluminum series and temper used in that vehicle. Generalizing can cause problems and a great deal frustration.
No Visual
The first thing is there are no key visual indicators to show what type or series of aluminum you’re working with. I’m not referring to plate or sheet vs. a casting but series and temper of aluminum. Castings are a whole different article.
Welding
Knowing the series of aluminum is a necessary part of the equation if welding is required for repair. The welding wire must have the same properties as the metal being welded. Although it is all aluminum, alloys added to the aluminum change the properties. If a filler wire does not match those properties, the strength and properties of the weld and the surrounding metal may be changed.
So you have ordered a welder. Awesome. It may have been shipped with a spool of filler wire, but you may have to change the wire spool when MIG welding aluminum because aluminum wire is required. But not just any aluminum wire will work. You should use a wire alloy that’s compatible with the base metal. Choosing the right wire for a given weld is not that simple because of the many different types of aluminum alloys used. Unfortunately, there is no universal wire that works in every case. But for most hard aluminums (such as high strength forgings), 5356 wire works well. For softer alloys (most castings), 4043 wire is the best choice.
Wire-to-Wire
The 4043 wire is designed for welding 6000 series aluminum alloys. Other alloys may also use 4043 wire filler. The 4043 has a lower melting point and more fluidity than the 5000 series filler wires, which allow the weld to flow better and reduce sensitivity to weld cracking when used on 6000 series base alloys. The 4043 also makes brighter-looking MIG welds with less smut or black soot because it doesn’t contain magnesium. The 4043 gives more weld penetration than 5356, but produces welds with less ductility than those made using 5356.
The 5356 wire has become the most commonly used of all aluminum filler alloys because of its good strength and feedability when used as a MIG electrode wire. It’s designed to weld 5000 series structural alloys and 6000 series extrusions.
The 5554 filler wire used by Ford has good strength and feedability. The mechanical properties make this the best filler with the series and temper of the new F-150 series of aluminum. So, in layman’s terms, you cannot just pick up an aluminum welder, put any wire in it and weld. There must be compatibility. If not, the welds will or may look good but fail later. For example, do not take a welder with 5554 wire and expect it to weld an aluminum flag pole. It doesn’t work. Trust me. The moral of the story is to identify the series and temper and use the correct filler wire. Also, follow OEM guidelines.
Heat
The heat during welding will also change the metal properties in temper and tensile strength, which is why specific welders will be required to complete repairs. Controlling heat and gas becomes critical, as does machine setting offerings of cold start and crater fill options. Just adding a spool gun does not make a correct welder. Pulse and spray arc welders are needed to preserve the required properties for a strong, long-lasting repair. A welder used to weld an aluminum trailer might not be the best choice for a Corvette. Don’t get me wrong, it may be possible, but it may not be the best choice. Using the right welder reduces the human error factor.
Temper
Temper is a different piece of information also needed. Most vehicle manufacturers use a temper in the T4 range, which is considered low strength, so it can be formed into complex shapes. Other manufacturers may use a T6, which is 50 percent stronger, allowing thinner grades for reducing weight but maintaining strength and dent resistance. The temper will have a major factor in repair, as the higher the temper, the more diligence and time it will take to repair – if it is possible to repair.
Aluminum has little to no memory when damaged and work hardens at a high rate compared to steel. This causes cracking as the metal is much more brittle than steel. Repairing aluminum is subject to whether it’s possible and also the amount of time needed to repair. Time is a major difference in aluminum repair as it is based on reforming an entire panel versus removing a dent in steel.
 One More Tip
One More Tip
I also have learned a lesson with my welder: Take the aluminum wire spool off when not in use! Aluminum oxidizes rapidly, and so does filler wire. If the spool is left in the machine too long, the wire might not be usable because of oxidization, which will destroy the possibility of maintaining the proper arc. Look for any contamination before use. I recommend removing it and putting it in a Ziploc bag or even vacuum sealed bags that are normally used for food. Also, do not leave wire in the welder torch or liner as contamination in the liner will also disrupt welding.