One of the most requested pieces of OEM documentation in the collision industry today is “new materials, locations and procedures.” Why? Because advanced materials are becoming more popular with almost every vehicle maker due to the never-ending quest for fuel efficiency, ease of manufacturability, performance and styling.
Magnesium is but one of the advanced materials used in today’s vehicles to achieve these goals. Fortunately for the repair community, manufacturers often publish articles outlining special requirements for this “space-age” material, which clear up the mystery of its proper handling and repair.
To aid in the unique handling and repair of the magnesium radiator support on 2004-2005 F-150s, Ford offers the following repair procedure:
Service Procedure
Always refer to ALLDATA® for safety procedures, identification of material types and welding procedures.
Safety Warning
• Read and understand the safety, warning and caution information contained in this TSB before attempting repairs on components constructed of magnesium.
• The F-150 has a radiator core support made out of a magnesium alloy. There have been no changes regarding procedures for its removal and reinstallation. However, because the part is made of magnesium alloy, there are unique handling and repair procedures that must be adhered to.
• Providing that proper care and caution is exercised when working with a magnesium casting (large part), the likelihood of fire is minimal. This is due to magnesium’s ability to dissipate heat quickly and the high temperature necessary to cause combustion. However, if the entire mass of the casting reaches 800°F (427°C), there’s potential for fire.
• Great care must be exercised when applying heat to a magnesium casting. While the casting will quickly transfer the heat away from the heat source, the ignition temperature of the casting will be near the melting point. If the casting ignites, the fire may be extinguished by individuals who’ve been trained in the use of either a Class “D” fire extinguisher or through the use of a 1.5” diameter water hose. Note the following warning about applying water to a magnesium fire, but know that the continued application of the water will extinguish the fire.
Extinguishing a Magnesium Fire
1. A magnesium fire should be extinguished as soon as possible.
2. Use only Class “D” fire extinguishers. Class “A,” “B” or “C” extinguishers are not designed for magnesium fires.
3. Water will cause the fire to burn faster, but it also cools the magnesium and other materials around the fire to ensure they don’t ignite. Care should be taken if water is the only option.
4. Never attempt to move burning material. Instead:
• Encircle the fire with dry extinguishing material (Class “D” extinguishing material).
• Sprinkle the extinguishing material (Class “D”) on top of the fire.
• Leave the material untouched for 30 minutes or more until cool.
5. Dry sand and dirt can be used to extinguish burning magnesium by smothering the fire. Do not move the sand or dirt cover for at least 30 minutes.
Cautions for Working with Magnesium
1. Avoid smoking or carrying an open flame near magnesium dust.
2. Magnesium will burn if heated above 800°F (427°C).
3. Magnesium burns with a brilliant white light.
4. Small particles of magnesium are easily ignited, but may be extinguished by separating the pile with a steel shovel or covering with dry sand and allowing to cool.
5. Avoid contaminating magnesium dust or chips with other materials, especially iron dust.
6. Remove all dust, chips and turnings from the building at the end of the day. Do not use compressed air or any other compressed gas when cleaning magnesium chips. Place the dry dust in a dry-covered, non-combustible waste container located at least 100 feet (31 meters) from any structure.
7. The dust, chips or casting may react with strong oxidizing agents (bleach-sodium hypochlorite, calcium hypochlorite, hydrogen peroxide, permanganate, nitric acid, concentrated oxygen or other perchlorates).
8. Do not grind on the magnesium casting.
9. Avoid sanding through the powder coating and into the magnesium casting. Light sanding of the powder coating is permissible if required.
10. Large magnesium parts (example: radiator support) are not easily ignited because the magnesium dissipates heat quickly. Once ignited, the initial application of water will cause a violent reaction.
11. Do not subject magnesium to extreme heat 500°F (260°C) or greater for extended periods of time.
Cautions for Storing Magnesium Components
Store magnesium separate from large amounts of combustible materials. Do not store in an area where heat will exceed 500°F (260°C).
Ford Low Temperature Anti-Corrosion Coating
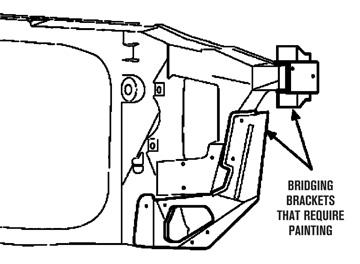
Painting is necessary on the bridging brackets when a radiator support is replaced (see diagram at left). Painting of the support is required if the powder coating is scratched or damaged. Use part # – PM-12-A Motorcraft Low Temperature Anti-Corrosion Coating.
Bent Component Repair
If any component of the radiator support is bent greater than 90°, the component part must be replaced. If any component is bent less than 90°, the part can be straightened. If any cracks occur during the straightening process, the component must be replaced. Tips for straightening bent
components:
• Heat is not required to straighten the casting.
• Pry bars are the suggested tools of choice to aid in straightening.
• If the paint coating is damaged, then the paint coating will have to be repaired.
Radiator Support Removal and Replacement
When replacing the radiator support, the new support comes as an assembly with the bridging brackets already riveted to it. When removing the existing radiator support assembly, cut the factory spotwelds on the bridging brackets. Do not cut or drill out the bridging brackets at the riveted locations. A
Writer Dan Espersen is the ALLDATA CollisionConnectSM Program Manager. Espersen is I-CAR Platinum Certified, a Gold Pin Member of the Collision Industry Conference (CIC) and holds an AA Degree in Automotive Technology. He has 15 years of experience in the collision industry and 17 years of experience in the automotive industry.
© 2007 ALLDATA LLC. All rights reserved. All technical information, images and specifications are
from the ALLDATA Product. ALLDATA is a registered trademark of ALLDATA LLC. All other marks are the property of their respective holders. Ford and F-150 are registered trademarks of the Ford Motor Company and are being used solely for reference and application purposes.












