Just what is spot welding, and where does this method of welding
fit into modern collision repair?
Because the answer to the second question isn’t quite as cut and
dry, we’ll start with the first question: A spot weld is a circular
weld made between or through overlapping pieces, and the actual
weld metal or fused spot is often referred to as the nugget.
The process of spot welding can be done by the arc spot method
or resistance welding.
An arc spot weld is a circular weld that’s made through one piece
of metal so it penetrates into the other piece. The arc spot weld
can be done with either the stick welding process or the MIG welding
process, and the heat necessary for fusion in the arc spot process
must come from the electrode. This means that some filler metal
will always be added to the weld, leaving some buildup.
Resistance spot welding can be done from one side or two sides
– with the two-sided spot weld being the one most often used to
weld sheet-metal components together. The resistance welding processes
rely on heat being created between electrodes, with the metal
in between. Resistance welding also relies on pressure; no pressure,
no weld. The advantage of this process is that no filler metal
is added and weld time is extremely short.
How, then, do these methods fit into modern collision repair?
Let’s examine them a bit more closely before answering that.
Arc Spot Welding
In a collision repair shop, an arc spot weld would most likely
be done with the MIG welder; therefore, the MIG welder gun would
have to be equipped with a special nozzle with slots so the hot
gases could escape. It’s a timed weld, so either you have to do
it manually with the gun trigger or the machine needs to have
a timer option. The problem with this process is that weld penetration
is difficult to verify. The wire electrode must actually burn
through the top piece to be joined and to penetrate into the other
piece; the timer then cuts off the weld sequence, and the molten
filler metal must then fill in the hole. (The arc spot-welding
process must not be mistaken for tack welding or “stitch”
welding with the MIG welder.)
In the past, the process of arc spot welding has been used by
some technicians on nonstructural sheet-metal joints on full-frame
vehicles but, currently, there doesn’t seem to be a vehicle manufacturer
that recommends its use on modern vehicles.
One-Sided Resistance Spot Welding
One-sided resistance spot welding is another process common to
nonstructural sheet-metal repairs on full-frame vehicles, particularly
for rust repairs. (This process shouldn’t be confused with two-sided
spot welding used to manufacture vehicles.)
To perform one-sided resistance spot welding, the technician fits
together the two pieces to be welded in a lap joint and proceeds
to spot weld from one side. The machine has two electrode guns;
the electrodes are placed tightly against the panel, and the technician
then depresses the trigger on one gun. The result: two spot welds.
Because spot welds made in this manner are often suspect with
regard to strength, you won’t find this welding process in any
repair manual for modern unibody vehicles.
Squeeze-Type Resistance Spot Welding
That leaves us with resistance spot welding, more commonly called
squeeze-type resistance spot welding (S-TRSW). Pardon the pun,
but S-TRSW is a really hot topic in the industry these days.
S-TRSW certainly isn’t new, though. As a matter of fact, the fundamental
principle of S-TRSW is very old. Picture, if you will, a 1700s
village blacksmith making a chain. Today, if we need a chain,
we head off to the hardware store and pick out what we want, but
back in the “old days,” chains were made by the village
blacksmith. Each chain link had to be individually shaped and
forge welded. To do this, the blacksmith would first heat up and
shape a piece of round stock into the contour of the chain link.
He would then flatten the two end pieces to be welded, flux the
ends to be joined and return the link back to the fire. At the
appropriate instant, he would pull out the chain link and pound
the two red-hot end pieces together. To simplify the process,
think of it this way: heat, plus clean metal, plus pressure equals
a weld.
Believe it or not, S-TRSW is similar to forge welding. S-TRSW
equipment creates heat (electrical resistance) at very localized
spots, and the pressure applied by the electrodes forges the two,
or sometimes three, pieces of material together to form the spot
weld. Unlike forge welding – in which the blacksmith does most
of the work – modern S-TRSW equipment does most of the work of
welding vehicles together.
This is why car makers prefer S-TRSW for manufacturing modern
vehicles. Welding time is very short, and literally hundreds of
welds can be completed on a modern vehicle within minutes. In
the time that it would take a village blacksmith to heat, shape
and then weld a chain link, modern spot-welding equipment can
almost weld an entire unibody space frame together. It’s difficult
to imagine building a modern automobile with forge welding methods,
let alone trying to repair one.
Limitations of S-TRSW
If S-TRSW is the No. 1 welding process at the auto plant, why
isn’t it the No. 1 welding process in the collision repair shop?
There are several reasons, but the fact is, until recently (the
last couple of years), portable S-TRSW just couldn’t duplicate
the size and strength of a spot weld necessary to ensure the structural
integrity of the vehicle. This limitation, however, only applies
to heavier thicknesses of material; 18-gauge and thicker material
seems to be where portable spot welders begin to have weld strength
problems. Portable S-TRSW can, and does, deliver quality welds
on 24-, 22-, 20- and even some 18-gauge material. The stipulation
is that, because portable S-TRSW may not yield the same size weld
as an OEM weld, you need more repair spot welds.
Most of the European and Japanese car makers have been recommending
S-TRSW in their repair manuals for years. But these companies
have been very specific as to where to use it. MIG plug welding
and seam welding are also recommended, either where material thickness
would prohibit portable spot welders from making full-strength
welds or where access to the vehicle might be a problem.
Remember that OEM spot welds are specified by size or diameter.
Thicker material will require a larger diameter weld than thinner
material, which makes sense, but portable S-TRSW equipment is
only capable of making a certain size weld.
Another limitation of portable S-TRSW equipment is the lower clamping
force compared to OEM welders. But, modern, portable S-TRSW equipment
with a pneumatic assist compares favorably to OEM equipment; it’s
not the same, but it’s close. Pressure at the electrodes is a
key element necessary for full-strength welds.
Another important consideration is that we don’t repair cars in
the same sequence that they were built, which means there are
welds that must be made during the repair process that don’t allow
S-TRSW equipment to access the work. Also, sectioned structural
members usually require a seam-type weld, which MIG welding can
do but S-TRSW cannot. This is why MIG welding has become the No.
1 welding process in the U.S. collision repair shop.
The final factor that limits the use of S-TRSW for some repairs
is the duty cycle of the equipment. Duty cycle indicates how many
spot welds can be made in a specified amount of time at a given
welding amperage before the transformer overheats. The transformer
is the power supply or the heart and soul of portable spot-welding
equipment. If you’re purchasing an S-TRSW unit, this must be something
you consider.
Advantages of S-TRSW
So what are the advantages of S-TRSW? (I’ll tell you, provided
that when you finish reading this paragraph, you promise not to
throw your MIG welder in the scrap.)
The weld time of S-TRSW is fast, compared to the MIG plug weld
– faster by two or four seconds. That doesn’t sound like a lot,
but it makes a difference. Heat-sensitive steel will have a smaller
heat-affected zone, and the fast weld time also means that a smaller
percentage of the galvanized coating will be disturbed.
There are other advantages as well. There’s no need to wear a
welding helmet, which means that visibility is excellent throughout
the welding operation. Note: Approved safety glasses with side
shields and full, clear face protection are still recommended.
Occasionally, something called weld splash will occur. This happens
when the electrodes don’t come together just right or when there’s
a gap between the pieces to be welded so, during the weld cycle
time, hot molten metal will be expelled from the spot weld. This
hot molten metal has the potential to cause painful facial burns.
(Metal expulsion also results in a weak spot weld and indicates
a problem either with the equipment or welding amperage and time.)
Another advantage is that wearing a respirator may become a thing
of the past because there just isn’t a whole lot of melted zinc
fumes to contend with.
Additionally (it’s almost like one of those 30-minute “wonder”
product TV commercials, isn’t it?), there’s virtually no post-weld
cleanup and no need to make plug-weld holes. These two aspects
can be a major labor savings. A roof-panel replacement would be
a good example. What if you could complete a roof-panel replacement
and save an hour of labor? What if you could save two hours of
labor? It’s not unheard of.
S-TRSW in the Repair Shop?
We’ve already mentioned the potential limitations of shop-type
S-TRSW equipment, and these limitations are still preventing Ford,
GM and Chrysler from recommending S-TRSW use on their vehicles
in North America.
This is where the advocates of S-TRSW get upset.
Why? Because the list of car makers outside the Big Three that
recommend S-TRSW is impressive: BMW, Mercedes-Benz, Nissan and
Honda. This isn’t a complete list, but it lends credence to the
validity of S-TRSW for some welded repairs.
This is the part that some of you may not like: If the car maker
doesn’t specifically recommend the use of S-TRSW on its vehicles,
it’s not approved. If a repair manual shows 10 equally spaced
MIG plug welds, 10 equally spaced spot welds are not the same.
If the speed limit is 65 mph and you routinely drive 80 mph, sooner
or later, there will be consequences. It could be argued that
a poor spot weld is no different than a poor MIG plug weld but,
be that as it may, it’s better to follow the rules than to make
them up as you go.
Shopping for S-TRSW
All right, you’re going shopping for S-TRSW equipment. The first
question you need to ask is, “How many vehicles can I use
this equipment on?” Remember, S-TRSW is often the preferred
welding process by European and Japanese car companies when you
can access the repair, but the American Big Three still don’t
endorse the process for use on their vehicles. This is why the
question is important. Just how many vehicles per month can you
use your new S-TRSW equipment on? Consult up-to-date repair manuals
and get a good idea of how much you’ll use a spot welder on typical
repairs.
Also, remember that the higher the amperage rating, the easier
it will be to achieve full-strength welds on thinner members and
near full-strength welds on some of the thicker members. Spot
welders with the pneumatic-assist clamping force are worth the
extra dollars. Other things to check out are duty cycle, extended-reach
arms and air-cooled versus water-cooled units.
Another big question is, “How do you carry and move this
equipment around?” An overhead boom or pulley and cable arrangement
lessens the fatigue factor to the operator. With some spot welders,
the transformer and electrode arms are an integral unit. With
other welders, the electrodes and arm are separate from the transformer.
It’s best to shop around. Compare and try several brands and styles
of equipment.
One word of advice: Never purchase S-TRSW equipment unless you
try it in your shop under actual working conditions. Don’t rely
totally on some test sample made on a 3-inch by 6-inch piece of
steel provided by the salesperson.
Putting S-TRSW to the Test
Another helpful hint when shopping for S-TRSW equipment is to
learn to make test welds yourself. First, you need small pieces
of metal so that you can test the actual weld-nugget size. You
can set the two pieces at 90 degrees to each other, make a spot
weld, then twist them so they come apart. (A vise and a sturdy
pair of gloves are necessary for this little chore to avoid cut
hands.)
Once you have the welder set, you need to determine how many welds
in a row you can make that are the same quality as the first one.
This means you need to make a series of spot welds that would
duplicate an actual repair: ten spot welds in a row with the spacing
in accordance to the vehicle manufacturer’s recommendations. Place
the center weld first, then one to the left, then one to the right.
Keep alternating left and right of the initial weld. (You’ve probably
seen the Saturn TV commercial where the two workers wheel the
space frame into the operating room and then dismantle it with
air chisels. If you watch closely, the sheet metal always fails
before the spot weld. And, though you can’t duplicate sophisticated
laboratory testing, you can do the above test to get some idea
of what you’re dealing with.)
If you make 10 test welds and the sheet metal fails before the
spot weld, you have a pretty good piece of equipment. If not,
then you need to ask yourself if you would want to ride in a vehicle
repaired with this S-TRSW equipment. (But also make sure you’re
using the spot welder correctly!)
It doesn’t really matter if you’re previewing a potential S-TRSW
unit or setting up your existing welder to do a job, you need
to make test welds. To help, consider the following four examples.
(And remember, the criteria to judge a spot weld or MIG plug weld
is that it be round.)
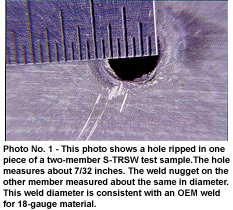
Photo No. 1 shows a hole ripped in one piece of a two-member test
sample. The hole measures about 7/32 inches. The weld nugget on
the other member measured about the same in diameter. This weld
diameter is consistent with an OEM weld for 18-gauge material.
 |
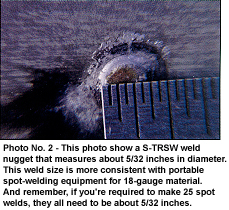 |
Photo No. 2 shows the weld nugget, which measures about 5/32 inches
in diameter. This weld size is more consistent with portable spot-welding
equipment for 18-gauge material. It’s important to note that if
you’re required to make 25 spot welds, they all need to be about
5/32 inches. If 10 of them measure 1/16 inches, four are no good
at all and the rest are between 1/8 inches and 5/32 inches, stop
and think about what’s happening. Most portable spot-welding equipment
will yield a 5/32-inch or slightly smaller weld nugget; some will
only make a 1/8-inch nugget. This is why these destructive tests
are so important. If you don’t test it, how will you know? This
is also why you must follow the recommendations for the number
and pitch of repair spot welds.
 |
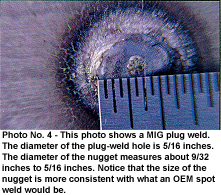 |
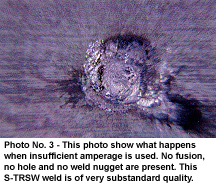
Photo No. 3 shows what happens when insufficient amperage is used.
No fusion, no hole and no weld nugget are present. This weld is
of very substandard quality.
Photo No. 4 is a MIG plug weld. The diameter of the plug-weld
hole is 5/16 inches. The diameter of the nugget measures about
9/32 inches to 5/16 inches. Notice that the size of the nugget
is more consistent with what an OEM spot weld would be.
If you want to get a better handle on spot-weld size, check out
some OEM spot welds on the next piece of scrap you throw out.
Try different car manufacturers, different thicknesses and so
on. It takes a little time and effort, but it’s the kind of hands-on
testing that will help you use portable S-TRSW equipment to your
advantage.
To Spot Weld or Not …
As of today, S-TRSW is the only method of spot welding recommended
by any vehicle manufacturer for the repair of its vehicles. And
only certain vehicle manufacturers recommend S-TRSW – and only
in specific instances.
With that said, there’s little doubt that S-TRSW has the potential
to speed up many welded shop repairs, but first, you need to ask
some questions: How often will you use the equipment? Are you
going to purchase top-of-the-line equipment that can approximate
OEM on 18-gauge or thinner material? Are you going to take the
time to learn how to use the equipment? Are you going to learn
how to maintain the equipment? Are you willing to recognize the
limitations of S-TRSW equipment?
With those questions asked and answered, each and every brand
of equipment you consider for purchase must then be evaluated
carefully. If you don’t know what you’re getting into, how it
works and when it works, you definitely won’t know if it’s going
to work for you.
Fred Kjeld is a contributing editor to BodyShop Business.
Achieving Quality Spot Welds
When spot welding, consider these procedures to help ensure quality:
- Don’t place spot welds in the exact same location when welding
to an existing panel that had spot welds. - Use clean material. Some S-TRSW equipment manufacturers recommend
removing the primer from the outside of both members to be welded;
this ensures good contact for the electrodes. Follow these recommendations.
Dirty, oily or rusted material means lower-strength welds. Always
consult a vehicle manufacturer’s recommendations regarding procedures
for zinc coatings, zinc-rich primers, etc. - The general rule is to use the highest welding amperage and
the shortest weld time possible. As amperage increases or time
increases, the weld diameter increases. Doesn’t it make sense,
then, that thicker material is going to require a larger-diameter
weld than thinner material? Doesn’t it also make sense that the
thicker the material, the more amperage and/or weld time that
will be required? - Don’t underestimate the “power of the force,” i.e.,
don’t underestimate the importance of clamping pressure. Increases
in welding amperage and weld time aren’t viable substitutes for
adequate clamping force. Make sure that members to be welded are
held tightly together. Use additional clamps or other mechanical
methods, but don’t get into the habit of using the clamping force
of the electrodes to hold the material in place and to provide
the necessary pressure to achieve quality welds.
Pneumatically assisted spot welders will have improved clamping
force compared to the mechanical versions. Because of this feature,
you may be tempted to cheat a little – by not assuring proper
fit with clamps prior to welding – but don’t.
- Don’t forget that spot welders with a mechanical clamping
mechanism can deliver quality welds, but they do require adjustment.
These units may require a little more training to be able to use
them correctly, but they don’t cost what a top-of-the-line pneumatic
spot welder does either. - When long-reach arms are used, not only does amperage drop
off, but the clamping force may, too. It depends on the model
that you use. Factor this in when you weld a radiator core support,
for example. - While S-TRSW has fewer sparks than MIG welding, don’t forget
about the potential fire hazard. Hot sparks are hot sparks. Also,
don’t forget to protect the interior of the vehicle, as well as
the glass and trim. The whole purpose of S-TRSW is to improve
the bottom line. If sparks from the welder damage the seat or
a windshield, you can forget about making a profit.











