



 How many politicians have the courage to raise the gas tax? Certainly fewer than the 268 it would take to create a majority in Congress, which is why the OEMs are staring down the barrel of a huge CAFE (Corporate Average Fuel Economy) increase over the next five years. By 2016, the CAFE will increase to 35.5 miles per gallon from 27.5 today.
How many politicians have the courage to raise the gas tax? Certainly fewer than the 268 it would take to create a majority in Congress, which is why the OEMs are staring down the barrel of a huge CAFE (Corporate Average Fuel Economy) increase over the next five years. By 2016, the CAFE will increase to 35.5 miles per gallon from 27.5 today.
How will the OEMs get there? More high-tech powertrains under the hood will be a big part of it. We’re already seeing gas-electric hybrids, direct injection, smaller engines with turbochargers and even electric powertrains.
Reducing Vehicle Weight
The biggest contribution, however, will be in reducing the weight of the vehicle. Reducing weight has a huge influence on other components – with a lighter car, you can get similar performance with a smaller engine, smaller brakes, smaller and lighter drivetrain components, etc.
With the new focus on weight, care to guess whether the amount of plastic used per car will go up or down? Undoubtedly, you’re going to see more plastic body panels, bigger plastic bumpers and more plastic subassemblies under the hood and inside the car.
Where is your business going to be in five years if you don’t repair plastic? If you don’t repair it, you can bet that your competition is going to do it. So for the continued viability of your business, you need to start learning how to repair plastic. Thankfully, the manufacturers of plastic repair products have been innovating new, easier-to-use products, so there’s never been a better time to get started.
Trend Toward Polypropylene
One major shift in the past decade is a general trend toward polypropylene and TPO resins. Ten years ago, many domestic automakers still molded bumpers from polyurethane, while the imports were largely polypropylene. At that time, Ford offered several models with Xenoy bumpers, a rigid polycarbonate blend. Repair technicians at the time were rightly confused by the variety of plastics on the market.
Now, approximately 98 percent of late model bumper covers are molded of polypropylene (PP/TPO) blends. Why? They’re cheap! The average cost of TPO resin is about $1 per pound, so that’s $10 for an average bumper cover. That’s roughly half the cost of urethane or polycarbonate. Plus, the resin manufacturers have been improving material quality over the years to allow bumpers to be molded thinner, saving more weight.
Another factor pushing manufacturers toward PP/TPO blends is that these plastics are recyclable. If a bumper has a defect out of the mold, they can grind it up and shoot it again. Urethane bumpers are not recyclable. If there’s a defect out of the mold, the part has to be thrown in the landfill.
Tooling costs for PP/TPO bumpers are about 10 times higher than for urethane, so if the vehicle is a low-volume car, the bumper is more likely to be made from urethane. The Chevy Corvette is a good example. Urethane bumpers are usually yellow on the backside, so they’re easy to identify. They’ll have the symbol “PUR” molded into the backside most of the time.
If the bumper is black and waxy looking on the backside, most likely it’s a PP/TPO blend. Look for the symbols “PP,” “PP+EPM” and “TEO” on the backside. There are a few oddballs out there; a late model Mercedes E-class has polypropylene bumpers, but it’s white! When in doubt, look for the ID symbol on the backside of the bumper.
Two-Part Repair Materials
Identification of the plastic is not strictly required for many of the new two-part repair materials. They stick to PP/TPO plastics without the need for adhesion promoters, and can thus be used on a variety of plastics.
The process of applying two-part materials is roughly the same. Adhesives don’t stick well to glossy surfaces, so you have to clean and sand the plastic first. Always clean the plastic before sanding it; this keeps you from grinding contaminants under the surface. It’s a good idea to clean the plastic first with soap and water. After drying, use a plastic cleaning solution to remove silicones and mold release agents from it. Then, sand the plastic at low speed with 80 grit paper to put a good “tooth” on the surface.
Always follow the directions for the specific product you’re using. On PP/TPO blends, most adhesives will require the use of an adhesion promoter first. This coating wets out on the plastic, and when dry, the remaining resin will allow the adhesive to wet out on it. One adhesion promoter manufacturer uses the terminology “surface modifier;” this is accurate in that the product modifies the surface tension of the plastic, allowing the adhesive to wet out on it better.
Many two-parts will recommend that a fiberglass reinforcing mesh be embedded into the patch applied to the backside of the repair area. Most of the time, this is achieved by applying a thin coating of adhesive to the plastic first, then embedding the mesh and finally coating once again with another layer of adhesive. In this way, the mesh serves the same function as rebar in concrete.
Usually, you’ll put a patch of repair material on the backside of the damaged area first to stabilize it, then v-groove the front side and apply more adhesive into the v-groove using the same surface prep procedures. Some adhesive systems require the use of a finishing filler for the final cosmetic surface. Every system has different requirements, so it’s imperative that you follow your specific product’s directions.
Plastic Welding
Back in the early 1980s when plastic bumpers started appearing on cars, plastic welding was the only technology available for repair. The polyurethane bumpers that were common then were easily repaired with the airless plastic welder. However, as polypropylene and Xenoy (PC) bumpers came out, technicians rightly got confused as to which welding rod to use for which bumper.
Technicians often used the “burn test” or the “float test” to determine the type of plastic. This being a big hassle combined with the disappointment of a comeback or two turned a lot of people off to plastic welding. When Duramix was introduced in the late ’80s, it offered a simplified method for repair that didn’t depend so much on the type of plastic. Although airless welders are still used by many shops today, the advent of two-part materials has largely overwhelmed the plastic welder.
Today, the landscape has shifted somewhat to the advantage of the plastic welder again. Because roughly 98 percent of plastic bumpers today are made from polypropylene/TPO blends, hot air welding has become a viable repair method.
The plastic must still be properly identified for plastic welding, because a PP welding rod won’t work on a PUR bumper. But because there are so few PUR and PC bumpers today, and because the few that you find are easy to identify, the technician can be fairly confident in using the PP welding rod on almost all of the bumpers on the market today.
Speed
The main advantage to hot air welding is speed. It can be done about five times faster than airless welding. It’s also faster than two-part repairs because there’s no need to wait for the material to cure. The welding rod is a thermoplastic material, so it can be quick-cooled with air or water. The entire weld can be done before the adhesion promoter flashes off for a two-part repair. Welding allows the entire repair to be done without walking away, greatly reducing the cycle time.
Strength is another asset: Because the extruded structure of the welding rod is unaffected by the welding process, it retains its original strength. With an airless weld, the entire rod is melted and “jumbled up” as it’s mixed with the base material. In a hot air weld, only the surfaces are fused together. The strong, extruded structure of the rod remains.
Welding allows for the repair of small areas such as tabs, mounting slots and holes where there’s simply not enough surface area for two-part adhesives to stick to. The consumable material for welding is much less expensive than two-parts; in fact, the repair material will cost less than just the mixer tip, not to mention the repair material itself. Finally, welding doesn’t introduce any differences in the thermal expansion coefficient that may allow a repair area to halo or bullseye as the temperature changes.
Nitrogen Welding
A final innovation in this area has been the recent introduction of nitrogen welding. For this technique, bottled nitrogen gas (or argon/CO2 mix) is used as a “shielding gas” with a hot air welder. Air contains about 20 percent oxygen, which will cause the melted plastic to burn. You can see smoke and even ash from welding with air. Using a shielding gas like nitrogen will flush the oxygen out of the welding area, creating a cleaner weld that has proven to be stronger over time than air welds.
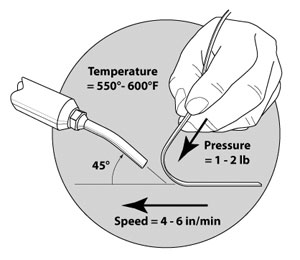
Hot air (or nitrogen) welds are easy to perform. Just as with a two-part repair, the plastic must be cleaned then sanded. The paint must be removed when welding, and often the repair area should be tapered or grooved for the welding rod. The hot air is directed to the area where the welding rod meets the base material. The hot air melts the lower surface of the rod and the top surface of the bumper; these melted surfaces are pushed together with a steady pressure to allow them to fuse together (Figure 1).
Hot air welding does require some practice to become proficient. It’s not as easy as using two-part materials. For this reason, it’s not the answer for many shops. However, for technicians looking to expand their skill base and differentiate themselves from their peers, hot air welding offers an avenue for this. I-CAR’s new PLA-03 plastic repair course is a great way for technicians to get exposure to the latest techniques, including nitrogen welding.
Economics
Plastic repair also offers shops, especially DRP shops, an opportunity to differentiate themselves from the competition.
We all know how important key metrics like average cost to repair and average cycle time are to insurance companies. By quoting to repair instead of replace on your estimates, you’re are helping to drive more business to your shop. Saving a bumper, a headlight or even a windshield washer bottle could make the difference in whether the job comes to your shop or not.
Sometimes if a part is on national back-order, it will delay your delivery. Your average cycle time metric doesn’t have an asterisk saying the delay wasn’t your fault…it just stretches out your average cycle time. If you’re able to repair some of these parts, your cycle time will look more attractive compared to your peers.
Also, the profit margin on labor hours is much higher than on parts. Shops that simply replace parts are going to lose business to shops that repair over the long run. Once you start getting proficient at plastic repair, you’ll see more and more opportunities to use it on various parts.
More Plastic
As the new CAFE standards start to bite, you’ll be seeing more plastic components on cars. Those plastic parts are likely to be expensive, since the aftermarket manufacturers in Taiwan are less likely to knock off those items that aren’t considered “crash parts.” For example, the plastic rocker panel molding on a Buick Lacrosse car costs over $500, and the typical damage can be quickly repaired. Most insurance companies would be happy to pay several hours of labor to repair such a part.
This brings up a final point. Once you make the strategic decision to repair more plastic, you need to negotiate with insurers to make sure you’re compensated for your time and investment. If you know the replacement cost of the part and propose to do a repair that provides you a good profit margin and saves the insurance company a significant amount, then you’ve got a win-win. The insurer shouldn’t care that they “paid three hours” but the repair only took 30 minutes – that’s the profit you need to invest in the equipment and training to create that savings opportunity for the insurer.
Plastic parts are only going to become more common as the years roll on. Is your shop going to be positioned to profit from this change? That’s your choice to make.
Hot Staplers
Okay, so you’ve repaired the bumper tear and are reinstalling it. Careful now. With all that flexing, you would hate to reinjure the bumper and have to redo the repair. How about an extra insurance policy against that? That’s where the hot stapler comes in.
Available from several manufacturers, the hot stapler fuses a stainless steel staple into the plastic, reinforcing the repair so that the bumper can tolerate the flexing that occurs when you’re trying to realign mounting holes and brackets. When you staple across the tear, it almost acts like a door hinge, allowing the pieces to stay together yet remain flexible.
The hot stapler is also good for structural repairs of, say, airboxes or headlight assemblies. Sometimes the clips can break, and this tool can fix them and recreate the strength that was originally there. It could be a big money saver on a $1,000 Mercedes headlight assembly or a big convenience on a part like an airbox that’s difficult to remove.
Kurt Lammon is president of Urethane Supply Company. He can be reached at [email protected].












