Attaching those new body parts has also come
a long way. Bonding replacement body parts to a substructure that’s
been restored to factory specifications can now be done three
ways: MIG welding, spot welding or adhesive bonding.
How do you decide which method is best for
the repair? To maintain proper quality and integrity of the finished
product, the answer would be to replace the parts in the same
manner the automobile was originally manufactured. If a part was
MIG welded, then the replacement should be MIG welded; if the
part was originally bonded adhesively, then adhesively bond the
replacement. If the body panel was spot welded, then a factory-type
spot weld would be called for.
A factory spot welder, used in the manufacturing
process, is a squeeze-type resistance spot welder (S-TRSW) or
compression welder, not to be confused with panel spotters or
single-side spot welders. Though S-TRSW has always been the method
of choice in Europe and has been heavily endorsed by the European
automobile manufacturers, it has just recently gained acceptance
in the North American collision repair industry, including an
I-CAR endorsement.
Though S-TRSW’s overall acceptance in the
U.S. collision repair industry is fairly new, shops already using
the equipment are recognizing production gains in time and materials
and are performing high-quality repairs.
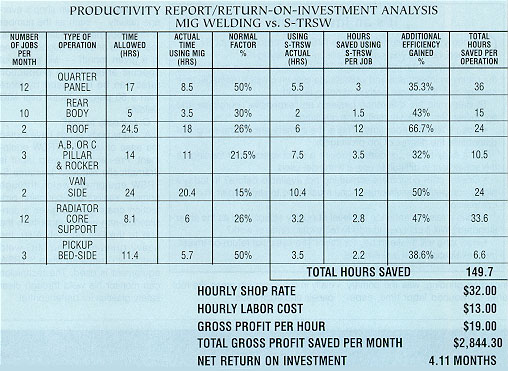
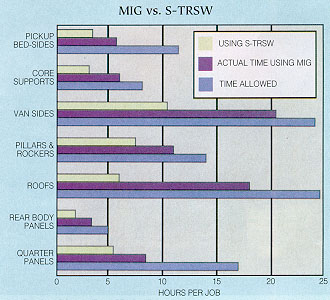
The number of jobs per month listed in this chart represent a typical medium-size shop. The hourly
shop rate and labor cost are based on a national average, and the hours saved using S-TRSW vs. MIG are based on estimates.
Why the Resistance?
One reason for S-TRSW’s delayed acceptance
was that European S-TRSW equipment wasn’t adaptable to North American
power sources. Spot-welding equipment requires high amperage,
and it wasn’t until a unit was specifically designed for use in
the North American power environment that earlier design problems
were resolved.
The reluctance to accept modern S-TRSW, or
compression welding, as a repair method can be compared to the
early resistance to modern frame bench and measuring systems.
Perceived as pricey and as a departure from the then "normal"
procedures were a few of the factors that contributed to body
shop owner resistance. Like the frame bench and measuring system,
S-TRSW equipment is considered expensive compared to other types
of welders, like MIG or single-side panel spotters.
Answers to Common S-TRSW Questions
Q: Does
it reduce labor time?
A: Body
shops already utilizing S-TRSW equipment have realized considerable
time savings by both metal and paint technicians. Though both
groups experienced time savings, finishing time, including grinding,
was the primary area of reduced labor time, especially in the
larger job areas like roof panels and truck beds.
Reviewing your own shop’s average activity
– such as the number of rear body panels, quarter panels, roof
panels and core supports done in a given month – will point out
specific areas where production rates can be increased by more
than a 50 percent factor over MIG welding.
Q: Is it
easy to use?
A: Many
body shops have touted the ease of use of S-TRSW equipment. Pre-
and post-weld labor is dramatically reduced because S-TRSW equipment
welds through primers, sealers and corrosion protection coatings
and gives a consistent 6-mm weld nugget from the first to the
last nugget. Also, the heavy grinding of the MIG-weld nugget isn’t
required when S-TRSW equipment is used. The technician can monitor
his weld through clear safety glasses for better control.
Q: Does
it offer customers something not available before?
A: The S-TRSW,
or compression welding process, is "factory type" welding
that restores preaccident appearance, especially in the highly
visible core-support areas. Ernest Nickole, of Nickole Autobody
in Saugus, Mass., has experienced, first hand, the benefits of
utilizing this welding method. "I feel confident that a customer’s
car is leaving our facility in as good or better condition than
what the factory did," says Nickole. "Not only do we
bring the vehicle back to preaccident condition, restoring all
of its structural integrity, but we’re able to do the job in less
time and using less materials."
Q: Will
it raise or enhance the level of quality established as the shop’s
standard?
A: Many
shop owners using S-TRSW techniques have said the factory-type
welding process reduces the diminished-value factor of a collision-damaged
car.
Q: How long
will it take to pay for itself?
A: If a
shop takes into account all the time-saving factors available
and applies them directly to the cost of the welder, it would
"zero out" in six to eight months, depending on the
shop’s production rate. However, most shops write off the welder’s
cost, applying the time savings to the bottom line, increasing
their overall profit.
Gaining Acceptance
Today’s collision repair industry has come
a long way in the past 10 years. It’s become a highly technical
industry requiring not only state-of-the-art equipment, but also
dedicated, well-trained and well-educated technicians. Capital
investment in equipment alone is in the neighborhood of a quarter
million dollars or more. This ever-tightening profit squeeze can
only be remedied by finding better and faster ways of getting
the job done.
S-TRSW may be one such way. S-TRSW is the
primary method used in automobile manufacture. It’s also a standard
repair technique used around the world, and it’s gaining more
acceptance by North American manufacturers – including Nissan-Infinity,
BMW, Mercedes-Benz, Honda, Volvo and Saab – along with trade associations.
With its list of endorsers still growing, S-TRSW may be just what
your shop needs to boost its bottom line.
J.M. (Mike) McEniry is a media consultant
and freelance writer who’s worked more than six years in the collision
repair industry.
It’s an Investment
Once you’ve determined that S-TRSW equipment
is right for your shop, how do you justify the cost of purchasing
it?
To see beyond the initial cost of S-TRSW equipment,
one must look to the return on investment and whether the system
creates profitable time savings over the former method of doing
the job.
To determine the difference between an "expensive"
purchase and an "investment," ask yourself these questions:
- Does it reduce labor time? This is the primary area in the
shop that determines the degree of job profitability. - Is it easy to use, or does it require a lot of specialized
training? If the equipment is difficult to use, it won’t get used. - Does it offer customers something not available before? In
today’s highly competitive environment, one must strive to stand
apart from the competition. - Does it raise or enhance the level of quality established
as the shop standard? Will it continue to add to technician pride
of work? - How long will it take to pay for itself? The essential return-on-investment
evaluation must make sense.











