
 It has been four years since my last article in BodyShop Business regarding the practice of Squeeze Type Resistance Spot Welding (STRSW). The process is still the same, but let’s talk a little about it and try to understand how it works.
It has been four years since my last article in BodyShop Business regarding the practice of Squeeze Type Resistance Spot Welding (STRSW). The process is still the same, but let’s talk a little about it and try to understand how it works.
First off, keep in mind that this information is coming from a collision repairer, not an electrical engineer or metallurgist. For sure, I am not an academic. I’m a hands-on craftsman with an interest in the technical aspects of anything, or any process, in the collision repair industry. I’ve found, however, that when I understand how something works and why it works, I have a greater chance of achieving a positive result. And when something goes wrong, I’m much more successful at recognizing what happened and adjusting to correct it.
It’s All About Resistance
No, I’m not talking about your wife’s attitude when you ask her if she would mind if you bungee jumped off a bridge in British Columbia (I actually did this, and fortunately my wife was OK with it and happily watched me from the adjacent cliffs). I’m talking about the actual resistance created when an electrical current flows through steel.
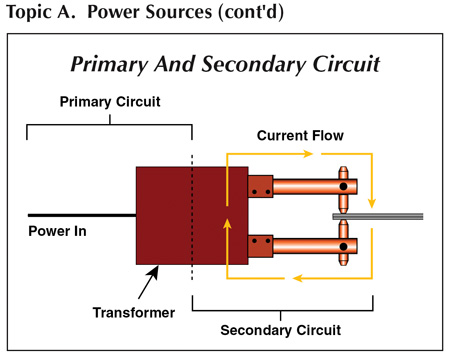
Steel will conduct electricity, but not as well as, say, copper. So because steel is a poor conductor of electricity, it’s actually ideal for the resistance welding process. When you lap two or more pieces of steel together and attempt to pass current through one and to another under pressure (see Diagram 1), tremendous resistance instantly builds up in the contact area, causing great heat (steel melts at 2,800 degrees Fahrenheit) and fusing the involved pieces together. Thus you have a spot weld!
Resistance is key to spot welding, which is why most spot welders on the market today can’t sufficiently spot weld aluminum. Yeah, I hear your “Doubting Thomas” voice in my ear saying, “Aluminum will melt at 1,200 degrees Fahrenheit! Surely a machine capable of spot welding steel, which melts at 2,800 degrees Fahrenheit, could spot weld aluminum, right?” Wrong. It sounds logical, but it’s all about resistance, amigo. Aluminum is a great conductor of electricity, which means it takes much more of it (bigger machines with a larger power source) to facilitate a successful spot weld. It just currently isn’t a feasible process in a collision repair facility.
For the same reason, you won’t find any 110V MIG welders that work sufficiently on aluminum. Think of it this way: At one point in the housing industry, aluminum wiring was used in place of copper because it was cheaper and was a tremendous conductor of electricity (low resistance, but unfortunately expansion caused connection issues).
Why STRSW?
There are actually many sound reasons to use STRSW over conventional MIG welding:
1. It’s faster. Look at Photo 1. This MIG plug weld needs lots of finishing before you’re done. The spot weld needs a little rubbing with an abrasive pad.
2. It’s cleaner. Ever look at a wreck that someone else fixed but didn’t properly clean? Rusty grindings look ugly when they’re left to oxidize and are a sure tip-off that a vehicle has been in a crash. The grinding stone dust can reappear in the paint after it comes out of the booth. If you don’t want dirt in the paint, don’t create it. No smoke, no abrasive dust, no glass or upholstery sparking or slagging.
3. It looks original. Oh yeah, it looks much more authentic. With MIG, the best we can do is have the appearance of no weld. This in itself can be a giveaway of a previously damaged vehicle.
4. Smaller Heat Affect Zone (HAZ). With less heat for less time, you’ve destroyed less corrosion protection between the panels and created less of a repair area on the surfaces affected. In addition, keeping the heat affect zone as small as possible is crucial to avoiding compromising the structural integrity of advanced high-strength steels (boron, martensitic and UHSS).
5. Less materials consumed. No welding wire, no welding gas and no abrasive to grind with.
6. Much less invasive. Creates much less of a corrosion area. The zinc coating on an OE finish will actually flow around a spot weld nugget, unlike a super-heated MIG weld plug nugget.
Buying Tips
As STRSW machines have advanced technically, they’ve achieved the ability to produce the high-quality spot welds OEMs require. Most of the major auto manufacturers recognize and recommend the squeeze-type resistance spot weld process.
Now that you’ve decided to step up to the plate and purchase one, fight the tendency to be cheap. I know you call it being “thrifty” and so do I, but take it from me: My frugal tendencies have cost me time and money.
Buying a spot welder is kind of like buying a motorcycle: You start out small and cheap and end up three or four machines later with the one you really wanted in the beginning, only you’ve wasted twice as much time and money as you would have if you had just “stepped up” to begin with.
Buy nothing without testing it yourself, and always consider service availability. There are some fantastic machines available out there, but if they break down, where do you get them fixed? In Europe? Shipping costs money.
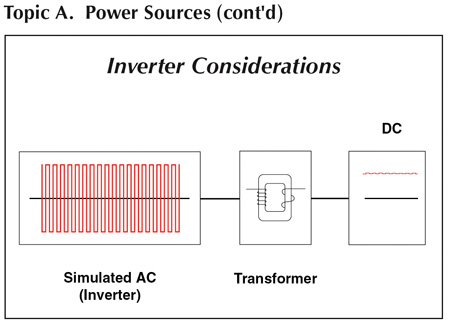
The most current machines capable of producing quality welds and recognized or recommended by OEMs have an inverter power source (see Diagram 2). A machine with an inverter has a much smaller transformer (heavy) and requires less current and time to produce a quality weld, which means less heat and thus less likelihood of compromising the strength of advanced high-strength steels.
Power requirements in your electrical breaker box are a big consideration, too. Most of the OEM-recommended STRSW machines run on 220V three-phase power, which may not be available to you. Always check this out prior to buying a new machine. Also, most of these machines require four-gauge wire from the box to the outlet. Consult your electrician and power company.
Bells and Whistles
STRSW machine manufacturers offer a smorgasbord of standards and options. Some machines offer preset programs for specific automobiles that preset current, pressure between the welding tips and the time the current to the tips is on. This is only a starting point, though; you must test your welds on test coupons and further dial in the machine accordingly. Always make sure your test metal coupons are the same material gauge and have the same coatings (zinc) as what you’re welding onto the repair vehicle. Whether you want this type of feature is a personal choice and decision. Manually set machines are a matter of twisting dials physically and establishing the proper settings. Some technologically advanced machines alert you to improper settings, specific welding requirements of specific vehicle manufacturers and when it’s time to perform tip maintenance.
Cooling should also be a consideration when selecting a spot welder. The tips, arms and cables can get hot, and so can the machine. Of course, the nature of these machines and what they’re designed to do renders them susceptible to abuse. Suffice it to say that when they’re operated correctly and in the recommended manner, they won’t overheat. These machines’ parts are cooled through either liquid cooling or compressed air. Some machines come with cooling as a standard feature, while others offer it as an option. It depends on how you anticipate you’ll use the machine and what your supervisory and training abilities are.
The preheat or pulsed feature involves a preheated pulse of current going to the spot a split second before the full welding power does. This enhances the quality of the spot weld because it not only preheats the spot but burns off any impurities in the weld site prior to full power being applied.
Access Is Key
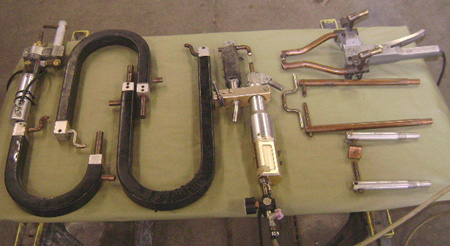
The ability of a welder to reach the vast majority of the spot welded panels you’ll be working on is a serious consideration when choosing a welder. Shoot for 90 percent or above. Don’t expect to be able to reach deep into the body (floor pans), but you want to be able to do the vast majority of radiator core supports, quarter panels, roof panels, door skins, rocker panels, outer wheelhouse panels and rear body panels. Different arm sets and welding guns (see Photo 3) are necessary. Don’t assume that every welder will offer good access. Try some and assess their ability. You’re going to be living with this machine for a long time, and if it isn’t easy to use with good access capability, you’ll discover another definition for the word “resistance” when your techs prefer the MIG over your shiny new and expensive spot welder. That’s when the “test of wills” will begin!
Learn From My Mistakes!
The following comments are based on my experience using STRSW over the last 15 years. In other words, I’ve already made some painful mistakes and, thanks to my experience, you can avoid them! Sounds good, right?
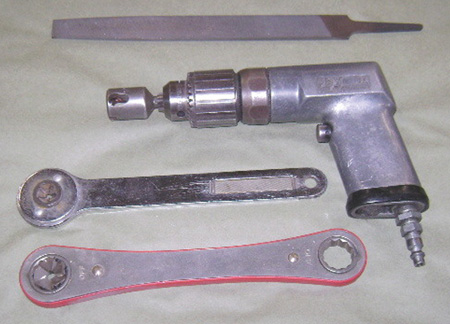
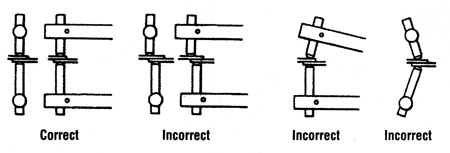
The welding tips. Alignment of the tips can be an adjustable feature on a welding gun. Always make the tips align correctly (see Diagram 3). Improper alignment will seriously affect weld quality and appearance. Proper maintenance of the tips is an ongoing requirement. The tips can be filed and then finished with a special tool, or tools designed to produce the optimum contact surface (see Photo 2). A common condition that arises from an extended weld time on each weld is mushrooming of the contact tips. When this happens, you lose weld strength because the weld power is being spread over a much larger area than it should be instead of being concentrated in a well-defined diameter (which is recommended by both the manufacturer of the welder and, in some cases, the vehicle manufacturer). When the tips become mushroomed, dress the tips properly and reassess your machine’s settings and time between welds to prevent this from reoccurring.
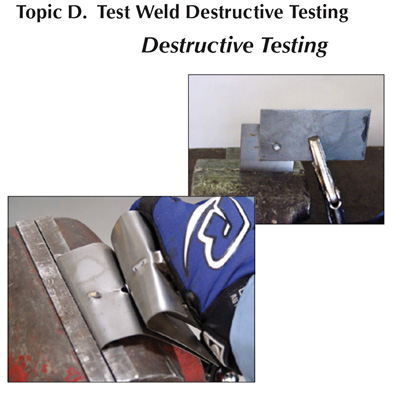
Destructively test your welds. Prior to welding, always visually and destructively test your welds first. Some things to visually inspect for are:
1. Excessive sparking or metal throwout, which can be caused by improper tip pressure, dirty weld tips (steel stuck to tips), excessive welding current for metal gauge, excessive weld time or not holding weld long enough – too short of squeeze time.
2. Deep indentation caused by excessive tip pressure, too long of a weld time or too much welding current (high).
Destructively test your welds using the machine maker’s recommended procedure or preferably the OEM’s method if available. One method is the peel test, in which the test coupons are physically peeled from one another in a vice (see Photo 4). After performing this test, some visual defects to inspect for are:
1. Oblong nugget shape, caused by improper tip alignment, poor fit-up of parts being welded or steel contaminating or stuck to welding tips.
2. Too small or no nugget, or metal tear-out, caused by contaminated weld site (dirty), tip pressure (hold force) too high, weld current too low, weld time too short or tip condition (may be mushroomed).
Good Will Shunting
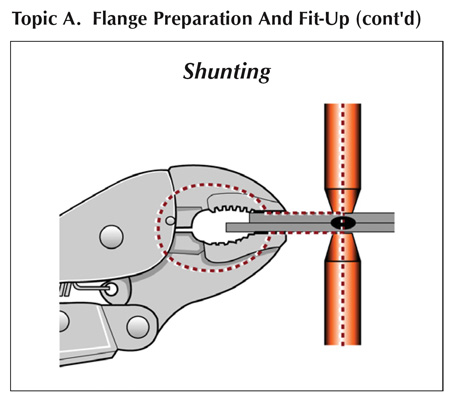
No, you’re not going to need a medical procedure to perform spot welding. You may have difficulty performing your initial spot weld if you can’t establish current in a steady path between the tips. Why? Well, it could be that even though you’ve cleaned the precise spots where the tips are contacting the weld panels on both sides, you’ve got insulating e-coat or adhesive (weld bond process) in between the panels.
To establish a current path, remove the e-coat from the spot weld site over to the panel edge on both sides and place a vice grip tightly in this area, which will establish a current path for the first weld (see Diagram 4). Once you do that, no further shunting is necessary since contact between the two panels has been established.
A shunted weld isn’t as strong as a regular weld because of the length the current must travel and the fact that the mass the current must travel through (the body of the clamp) is much more significant than just two metal weld flanges. That’s why you should insulate your vice grips or clamps. You can purchase insulated clamps or wrap the jaws of your clamp with electrical tape to prevent the current from establishing a path through the clamp and weakening the weld where your clamps are placed.
One other thing about shunting, and this is science in action: If you have a shunting clamp close to the contact tips and pull the trigger on your spot welder, you’ll notice that those vice grips will be instantly pulled toward the welding arms, a result of magnetic force pulling the clamp toward the center of the force field.
May the Force Be With You
There are many computers and, even worse, electrical relays on an automobile. When they fall within this magnetic force field, bad things can happen. A case in point happened when one of our local shops was working on a Toyota Prius. The tech thought because he was using his new resistance welder instead of a MIG welder, he didn’t need to disable and remove the relay center (nearly 30 relays in one box) to replace the front apron between the core support and the strut tower. In addition, he only clamped a surge protector on the terminals of the 12-volt battery and neither disconnected nor disabled it.
Hmm…let me reason with you for a moment here. If that shunting clamp is drawn to the welding arms under tight clamping pressure, what do you think those contact points in those relays were doing all at the same time when the trigger was pulled on his new welder? The technician saw some smoke rise ominously from the right side of the vehicle and said the car would no longer power up, so he asked if I knew why that was happening. I told him that some I-CAR training was definitely in his future and that for every relay in the box, there were several possible options for smoke. The car ended up going to the dealer for some expensive corrective repairs. The moral of this tale is that there is no known substitute for training. It ends up being cheap.
A Couple Other Points
Weld bonding, or the combination of STRSW and adhesive bonding, is recommended by many automobile manufacturers. Daimler Chrysler, for example, doesn’t recommend the process of adhesive bonding alone on its vehicles, but does recommend adhesive bonding in conjunction with STRSW. This process is most conveniently performed while the adhesive is still wet, and some machines actually have a weld bond setting on them for this process.
I highly recommend taking the following I-CAR courses: WCS04 (STRSW) and EXT02 (Welded and Adhesively Bonded Panel Replacement).
I hope this article has given you more knowledge about the STRSW process. My goal was to describe the process, how it works and some of the pitfalls you might encounter and how to prevent them. Please enjoy spot welding…I do.
Mike West, a contributing editor to BodyShop Business, has been a shop owner for more than 30 years and a technician for more than 40 years. His shop in Seattle, Wash., has attained the I-CAR Gold Class distinction and the ASE Blue Seal of Excellence.
Line of Duty
Every machine that’s electrically operated has a “duty cycle,” but it’s more important with a welder, and especially a spot welder, to know and understand what that duty cycle is.
A duty cycle is the actual amount of time that a spot welder (in this case) can be operating (performing spot welds) as compared to a given length of time (such as an hour). Think of it this way: If your welder rep tells you his machine has a 5 percent duty cycle, that may not seem like much, but let’s do the math.
.05 x 60 seconds x 60 minutes = 180 welding seconds in an hour.
But a spot weld doesn’t take a second (depending on the gauge of metal) to weld, more like less than half a second. So for our example, let’s say it takes 0.3 or 1/3 of a second. So for every weld second, we can produce 3-1/3 welds. That’s about 600 welds per hour that the machine is capable of doing. However, there’s a hold period of three to four seconds after each weld to ensure weld quality. So if you take 600 welds and multiply by the four-second weld cycle, you end up with 2,400 seconds divided by 60 minutes equals 40 minutes of continuous welding before you would reach the maximum duty cycle.
I’ve never had a job with even half that many spot welds that I could do continuously. But there’s always a technician out there who will decrease hold time and increase weld time, so anything is possible. NOTE: My example was for a 5 percent duty cycle; find out what the duty cycle of any machine you’re considering is.
Also, keep in mind that some machines have shutdown features that won’t allow the operator to exceed the duty cycle because of poor quality weld production at that point.












