You would think that after over 100 years of manufacturing automobiles, we would pretty much have figured out how to hold them together.
Think again…I know I had to. Examples: self-piercing rivets, solid shank rivets (both protruding head and flush-mounted), blind rivets (also called pop rivets), Dacromet bolts (specially coated bolts) and all kinds of one-time-use fasteners that need to be replaced once they’re removed because they’re either weakened or lose their ability to “lock” safely. Much of this fastening technology has been around for decades in other industries – we just haven’t seen or used it in ours.
Knowledge Is Power
Becoming familiar with these fasteners and the reasons for them is necessary for you to competently do your job, whether you’re a technician, estimator or collision repair facility owner. The tech may need this knowledge to do his or her job correctly, while the shop owner may need to protect himself or herself from unwanted liability. Arming yourself with this knowledge will help you avoid compromising the integrity of the vehicle or the safety of the occupants.
“Wow,” you might say. “He’s really exaggerating a small issue to make a little point about fastening correctly.” I don’t think so, and I’ll tell you a true story that happened to me to make my point. It’s a perfect example of the consequences of being ignorant when you’re repairing an automobile.
Tale of the Gran Torino
You know how they say you have to fall down to learn how to pick yourself up? Well, that’s like my experience. I’ve got plenty of it, but a lot of it was gained through bad judgment and mistakes. It doesn’t have to be that way, and the fact that you’re reading this article is proof of that point.
Anybody see the Clint Eastwood movie, “Gran Torino”? Great movie and interesting car. I opened my shop in 1972 and along came my customer, Cleo Baker, driving a new Ford Gran Torino. He was proud as heck of his car – I couldn’t blame him. I was just as eager as he was to return his beauty to its previous glory, and I assured him that I would.
It was a front-end wreck, and part of the repair was a new front bumper assembly. Keep in mind that Gran Torinos were full-frame vehicles, and the bumper assembly bolted directly onto the steel frame horns. There were no energy absorbing devices.
Here’s the interesting part: The front face bar (bumper) was chrome-plated steel and was bolted to an aluminum bumper reinforcement. We hadn’t seen many of these setups and didn’t know why Ford would do such a thing. We figured they probably got a good deal on some aluminum beer cans and decided to make use of them.
When we removed the bumper – which was bolted solidly with six large ½-inch bolts, three per side – from the frame rails, we noticed that each side had a pressed paper shim between the reinforcement and the frame horn bumper mounting bracket. Shims were common in those days and necessary to compensate for the large tolerances that occurred in the manufacturing process, but come on! Making them out of pressed paper? How cheap could you get? Oh well, we thought, they were using beer cans for the reinforcement, why not paper for the shims?
We didn’t have a clue. I-CAR wasn’t around then, the body repair manuals took three weeks by mail and who was going to order them anyway?
When we put the new bumper assembly on, it fit beautifully. We didn’t need those soggy paper shims at all! Life was good, and Cleo got his Gran Torino back and was happy as a clam.
Here Comes Science
About four years later, Cleo brought back his still beautiful Gran Torino because somebody had backed into his front bumper at work and it was barely hanging on. It was strangely loose, so we looked underneath and…wow! The reinforcement was severely corroded away and just barely holding. Holy moly! What the heck happened?
I ordered Cleo a new reinforcement and we re-chromed the front bumper. When we ordered the reinforcement from the Ford dealer, the parts man asked, “Do you want the isolators?”
“What isolators?” I asked.
“Those shim-looking paper things that prevent galvanic corrosion where the reinforcement bolts to the frame.”
There was a long silence on the phone as the pieces of the mystery puzzle literally fell into place in my mind. I ordered the isolators. I had completely screwed up by not understanding the reasoning and the science behind Ford’s plan. Big mistake – and I narrowly escaped a potentially serious disaster! It never would have happened if I would have questioned the assembly process the way I should have.
Lesson Number One: The repair attachment method may not be the same as the original assembly method. That means that if you correctly replace a part on some vehicles using the manufacturer’s recommended procedures and materials, it will look different from the same part on the opposite side of the car. “What!?” you scream. Yep…you read it right. If you do it correctly, it will look different than the opposite side.
Lesson Number Two: There’s a reason for this…be aware. Any time you weld aluminum, you anneal it in the heat affect zone. Would this be important when working on aluminum structural parts? Darn right! Annealing permanently softens aluminum. You wouldn’t want a permanently softened frame rail, would you?
At least one manufacturer makes a front frame rail in two halves that are fastened together to form the complete rail, which is then attached to the automobile. At the factory, these halves are spot welded together. Spot welding provides a small heat affect zone that creates little annealing, but we can’t spot weld aluminum in the field because we don’t have the adequate power supply or machines to accommodate it. An uninformed but well-meaning repairer might think that plug welding would provide a similar-looking result, and it probably would…but it would seriously soften the rail. The recommended procedure calls for blind rivet bonding. Does this look remotely close to the opposite side rail when you’re done? No way, but you did it correctly and you know why: to prevent unintended damage. This is a new way of thinking and doing our jobs, so be aware.
Dacromet Bolts
Aluminum parts are becoming common on average cars, primarily to hold the line on vehicle weight. Understand that the average car now is 400 lbs. heavier than previous models. All the electronics, infotainment and additional airbags are adding big pounds to automobiles, so it’s of the utmost importance that lightweight materials be used to offset the additional weight for fuel efficiency reasons.
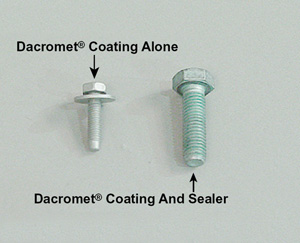
The big deal is that when steel and aluminum are in contact with each other in the presence of an electrolyte (air/humidity), galvanic corrosion will occur just like in the Gran Torino. Specially coated bolts are used to avoid this by isolating the steel bolt from the part it’s fastening together. These bolts are coated under a license provided by Dacromet and supplied by numerous fastener suppliers.
The threads and heads should be inspected to assure that the coating hasn’t been compromised. If it has, they’ll need to be replaced. Technicians cannot repair these coatings. Some automakers insist on replacing every bolt when removing a part (Photos 1 and 2). Proper torquing is also important to avoid damaging the isolating qualities of the coatings and mating flanges (Photo 3).
Not Just for Planes
Rivets aren’t just for airplanes. Where did all these rivets materialize from and why?
Rivets provide more consistent fastening parameters and tolerances than welding because the quality and consistency of each rivet location is consistently closer than it is with resistance spot welding or MIG welding.
Even though aluminum melts at the relatively low temperature of 1,200º F, slight or major variations at the power source create large differences in the quality of the particular weld. The electrical voltage at the source of most manufacturers (and most shops, too) is regularly changing depending on the power consumption of their neighboring industries, which causes the need for ongoing adjustment and quality checking. Riveting is much more consistent, and consistency is desirable in manufacturing. For example, the previous generation Jaguar had 26 meters of welding as compared to the current model, which has 1.5 meters.
Other manufacturers are similar to Jaguar and don’t use a lot of welding. BMW doesn’t allow any welding on the aluminum front structure of its 5 and 7 Series.
Rivets with adhesives make a strong joint, but the fastening process is specific in nature and every manufacturer has its own process that should be followed. Many of the processes and procedures are derived from the aircraft industry, which has been riveting aluminum together since its inception.
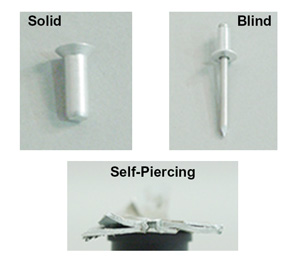
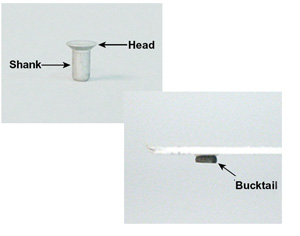
There are three types of rivets in the automotive industry: solid, blind and self-piercing (Photo 4). Solid rivets require access to both sides for installation. Some are used in aluminum intensive vehicles like the Audi A8 but are very common in delivery vans (Photo 5). These rivets can be installed using different methods, one of which consists of a rivet squeezer which flattens the rivet in a plier-like device with specific-forming dies where the rivet is contacted under pneumatic pressure (Photo 6, upper left).
Another riveting tool is the rivet hammer (Photo 6, lower right), which is pneumatic and looks like a pneumatic panel cutter with special dies on the tip to accommodate either the protruding or flush-mounted head. The rivet is hit from the finished head side with a bucking bar on the unfinished head side. The trigger is pulled on the rivet hammer and a bucktail is formed on the back side (Photo 7).
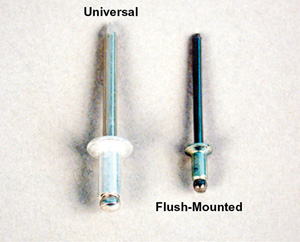
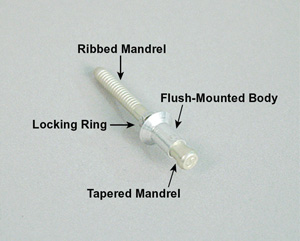
Blind rivets have wide use. They need access only from the outside, which makes it convenient when you can only access one side. They come in different configurations also. When replacing them, make sure you’re not substituting, and use only the exact type if possible. This is important because rivets are made with different strengths and intended purposes. Using the wrong rivet can lead to failure (Photos 8 and 9). Specialty rivets, sometimes called monobolts, have specific uses and are usually supplied by the automobile dealer. Blind rivet guns may be hydraulic, pneumatic or manual (Photo 10).
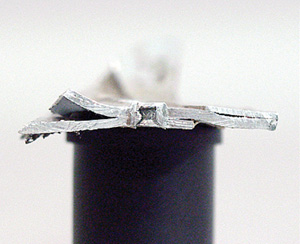
Self-piercing rivets are unique (Photo 11) because unlike solid shank and blind rivets, they require no hole and pierce through the top sheet and embed in the bottom sheet without piercing through the bottom sheet. They’re hollow steel rivets with a special coating to prevent galvanic corrosion and are used on aluminum joining primarily. The auto manufacturers install self-piercing rivets during the manufacturing process and are able to go much deeper into the body than we in the field can. This is because the rivet tools used require access from both sides, and the throats on the riveting guns available to the repair industry are much shallower than the factory equipment.
The rivet-setting tool is not unlike the rivet squeezer used for solid shank rivets. Different methods are used for removing self-piercing rivets, including pressing them out with different dies in the squeezer. Jaguar uses about 3,000 of these self-piercing rivets in each of its current aluminum vehicles.
Fasten Your Seat Belts
Be aware when dealing with one-time threaded fasteners. If you’re working on suspension parts, seat belts and some mechanical components, they very likely have one-time fasteners holding them together. Think of the manufacturer’s reasoning for doing this, and look at these fasteners closely. Go online and investigate what the OE’s intentions were. The OE uses those types of fasteners because they’re safety related and it doesn’t want them to loosen or come off.
Most dealers stock these, but you have to be alert enough to identify them when you remove them. They may be factory coated with a thread locker or insert that’s intended just for installation. They may be slightly distorted out of round to make them bind and not back off. These should be replaced. Be observant, investigate and order when the job begins so they’ll be on site when you need them.
For more information on fastening procedures, consider taking I-CAR class PRA01-Panel Replacement Aluminum.
Writer Mike West, a contributing editor to BodyShop Business, has been a shop owner for more than 30 years and a technician for more than 40 years. His shop in Seattle, Wash., has attained the I-CAR Gold Class distinction and the ASE Blue Seal of Excellence.