Back in the early days of auto refinishing,
a spraybooth was any room with an open window. And a refinish
technician was anyone who owned a paint brush and had a vehicle
that needed painting.
It sounds alarming, but until the 1920s, painting
cars and furniture was done with a brush, and the problem was
as simple as removing the paint fumes from the spray room, i.e.,
a window.
But evolution was imminent.
The next step was to move the paint area next
to the loading dock door, which allowed more air exchange. It
wasn’t until Dr. DeVilbiss invented the atomizer (which later
became the first suction-feed spray gun) that overspray became
a problem. This made painting more complex and created the need
for spraybooths.
The earliest “real” booths I could
locate were updraft booths, from the 1920s, and the air-exhaust
technology from this era was used mainly for food preparation.
The exhaust hoods that pulled the greasy fumes away from frying
meat were then taken – enlarged – and mounted above the paint
area to remove paint fumes.
This was certainly a more positive ventilation
method than simply opening a window – but it proved to be inadequate
once spray guns were invented. When painters began atomizing paint
resin, the overspray particulate was too heavy to be sucked up
into the exhaust hood.
The earliest solutions to remove overspray
were as simple as installing a fan in the open window. The blades
of the fan pulled the paint cloud out of the room, rather than
waiting for a breeze to carry the cloud out.
This, however, led directly to another problem:
The blades of the fan were quickly covered in sticky overspray,
which threw the fan out of balance and burned up the motor. But
it wasn’t long before some enterprising painter made a discovery:
By mounting vertical wooden slats in front of the fan, some of
the overspray would collect on the boards before it could stick
to the fan blade. And so, arrestors were born …
These early arrestors worked better when mounted
in two rows and offset to each other. This way, the exhausted
air had to turn corners to reach the fan; each time the air turned
around the wooden slat, more paint would adhere. (These zigzag
slats were still only about 50 percent efficient. Plenty of overspray
still went onto the fan blades and into the exhaust duct, where
it became a major fire hazard.) Painters also began greasing the
slats to make the removal of paint buildup easier.
The 1930s: Is There a Fireman in the House?
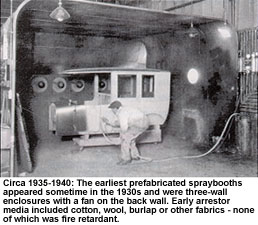
The earliest prefabricated spraybooths appeared
sometime in the 1930s and were three-wall enclosures with a fan
on the back wall. They often had a “box” of some kind
directly in front of the fan, with filter material mounted on
the front side of the box. Early arrestor media included cotton
wool, burlap or other fabrics – none of which was fire retardant.
The woven fabric did a much better job than
the wooden slats capturing overspray. But, since tightly woven
cloth plugged up quickly, painters had to change exhaust filters
several times a day. (Keeping an extra set of arrestors and intake
filters on hand is still good advice today.)
While this fabric did a better job catching
overspray, it also did a better job catching on fire: Solvent-
and paint-laden woven-cloth exhaust-filter media was extremely
flammable, and the frequent fires in early painting operations
are what gradually led to safer spraybooths.
The 1940s: Better Safe Than Sorry
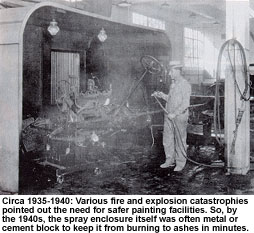
Various fire and explosion catastrophies pointed
out the need for safer painting facilities. So, by the 1940s,
the spray enclosure itself was often metal or cement block to
keep it from burning to ashes in minutes. These slightly safer
booths also had light fixtures in houses rather than directly
in the path of paint overspray.
About this time, auto spraybooths became totally
enclosed with drive-in doors on the forward side of the open booth.
Keeping the doors closed contained the overspray much more effectively
and kept it off everything else located within 20 paces around
the car.
The 1940s also brought us better methods to
capture overspray. Treated paper leafed together or spun fiberglass
both did a better job trapping paint particles on their way out
of the booth. They were also less flammable. (But don’t fool yourself.
Those fancy flame-retardant fiberglass arrestors in your booth’s
floor right now will burn really well if exposed to a spark!)
The 1950s: Hitler Inspires Downdrafts
Many people I spoke with for this article
attributed the technology widely used in today’s downdraft spraybooths
to Adolph Hitler. The story goes something like this: Hitler was
trying to hide both manufacturing capacity and troops underground
and away from prying Allied eyes. To evacuate fumes from welding
and smelting operations or to simply exchange air so troops could
breathe, German engineers invented downdraft technology. This
technology pushed fresh air in on the top, pulled spent air from
a trench below floor level and then ducted it back to the surface.
After the war, most of Europe’s industrial
base was in shambles, and few old-style spraybooths had survived
the bombing. So, when it came time to rebuild and reconstruct
new spraybooths to paint cars – either at the OEM level or the
refinish level – downdraft air flow was the logical choice.
Because painter health and safety became an
issue in the 1950s, especially in Europe, downdraft technology
was also a healthier choice. Downdraft air flow keeps harmful
paint fumes and vapors away from the painter because it quickly
sucks them down into the floor trench.
In the United States, the 1950s’ safety issue
was more about fire prevention than painter health. The invention
of electrostatic painting required a big improvement in spark
and fume control. Painters still pulled overspray across the car
from one end of the enclosed box to the other, but sprinklers,
grounding technology and spark containment made the environment
less likely to explode or burn.
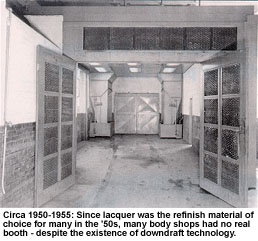
Since lacquer was the refinish material of
choice for many in the ’50s, many body shops had no real booth;
a “paint room” with a fan on one wall sufficed for many
painters across the country. Because lacquer dried so quickly,
the overspray didn’t go nearly as far as the sticky synthetic
enamel overspray. (And, many painters concluded that painting
cars had to take place in an overspray cloud – and that it was
simply time to pause between coats when they couldn’t see the
car anymore!) Also, since painters had to polish lacquer to a
shine, the dirt that did collect in the finish wasn’t critical
to most shops.
The 1960s: Protecting Painter Health
By the 1960s, many municipalities around the
country had adopted rules and regulations about spray painting.
As new body shops opened, they were forced to install an appropriate
fire-proof spraybooth.
In Europe during the 1960s and ’70s, painter
safety was still a driving issue, so downdraft booths continued
to be the norm. (The hazardous particulate is as much as 15 times
lower in a downdraft booth than in a crossdraft booth.)
Since many European countries have socialized
medicine, it was easy for the government to track how many visits
to the doctor a particular painter made. With only one health-care
provider, it was also clear how hazardous auto paint could be
to an unprotected painter.
In addition, our entire industry was regarded
much more professionally in Europe than it was here – possibly
because the purchase of an automobile represented a much larger
portion of a person’s net worth in Europe than it did here. (In
Europe, collision repairers were expected to restore the car to
true preaccident condition because the owner would still be driving
it many years later.) Europeans saved their entire lives for a
car, while American vehicle manufacturers suggested you buy a
new car every year – “You don’t want to drive last year’s
chrome-finned wonder, do you?”
The 1970s: “Real” Booths Gain
Acceptance
The 1970s saw improvements in filter efficiency;
both intake and exhaust filters became better. More American body
shops were interested in a real paint booth, not just to comply
with local codes, but to keep paint work cleaner.
Even when the door rate was $10/labor hour,
it still cost money to polish all the dirt out of the car before
delivery to the customer. Confining the spraying to a fireproof
room with 10,000 cubic feet of air per minute rushing through
it made for safer, cleaner, faster paint work.
At the OEM level, the 1970s saw the first
practical application of robot painters. By keeping the human
painter out of the spraybooth, health issues ceased to be a problem.
Unfortunately, there are too many variables in refinish painting
to make a robot practical for body shops.
The 1980s: Downdrafts Get Their Big Break
The 1980s really were the birth of the modern
body shop. Until the arrival of the unicoupe car in the 1980s,
the most expensive piece of equipment in most American body shops
was the $10,000 crossdraft spraybooth. When car construction changed
with General Motors’ “X Body” Citations, body shops
discovered the need for equipment to measure, pull and hold these
frameless cars. And it took a healthy $25,000 to acquire a suitable
rack/bench for this. Progressive body shops, however, soon discovered
it was possible to recover their huge investment – and to create
a dandy profit center with their new frame rack.
Not only did the arrival of the unicoupe car
change everything, but top body shops also began seeing the advantage
of downdraft air flow. Creating a curtain of air around the car
kept the paint cleaner and dried it faster.
I think it’s safe to say the driving force
behind downdraft booths in America was productivity – not painter
safety, like in Europe. As vehicle manufacturers began the switch
to base/clear finishes, top shops looked for better ways to refinish
cars. They had already established they could make a $25,000 frame
machine pay its own way; surely they could recover the cost of
a better spraybooth in increased production. These shops were
quick to realize that a 75 percent reduction in buffing time was
a barrel full of labor dollars at the end of the day.
Clearcoats vaulted dirt to the head of the
painter’s problem list. For one thing, more coats were needed
– and every trip around the car stirred up more dirt. Also, there
was no pigment to hide an imperfection; instead, the clear magnified
the dirt. To deal with these problems, painters realized the advantage
of moving a lot of air in a tight curtain around the car: The
paint dries much faster.
By the mid-’80s, three or four European booth
vendors were selling auto-refinish booths. Some early body shop
customers can tell a terrifying tale of trying to read instructions
in a foreign language or trying to hook up 50-cycle motors to
60-cycle currents.
The late ’80s saw the widespread introduction
of prep stations to American body shops. Confining sanding dust
goes a long way to keeping the paint work clean. And downdraft
air flow worked very well for capturing sanding dust.
It was also possible to paint under the curtain
of downward moving air. But, since there were no walls around
the prep station, problems arose when local inspectors objected
to open power outlets around the spray area. Without walls to
define the “spray area,” the spray area soon became
a 20- or 30-foot radius around the prep station.
Most shops had open 110-volt outlets and other
hazardous operations within that circle. It wasn’t a problem when
the unit was used only to collect dirt. But when the shop started
to prime or paint under the prep station, some municipal inspectors
objected. (Prep stations continue to be popular paint shop equipment.
Just make sure you and the local inspectors are on the same page
before you install one.)
The 1990s: A Decade of Advancements
As we all know, the 1990s brought many desirable
changes to spraybooth technology. The early part of the decade
saw an increase in the firms offering “shop design”
services. New-car dealers, in particular, climbed on the consultant’s
bandwagon and remodeled their 1970-vintage body shops. (No matter
what your business, there’s a good case to be made for getting
professional help from someone familiar with your specific problems.)
Shop design these days almost always includes
a downdraft spraybooth, for both health and productivity reasons.
Newer booths incorporate the latest filter technology. And trapping
the dirt on the way into the booth and trapping the solvent and
particulate emissions on the way out have improved markedly in
the last few years.
The newer booths also offer either a direct-
or indirect-fired air-replacement furnace. The race is on to see
who can heat the most air for the least cost and force dry the
most cars.
As you may already know, so much of what makes
a spraybooth work is best explained through physics. But who knew
physics would turn out to be important? I had my head down on
my desk for most of my physics classes! Air movement, air velocity,
back pressure, water-column pressure, temperature rise and more
play important roles in quickly painting a vehicle. Also, a delicate
balance exists between the shape of the intake plenum, the depth
and shape of the exhaust trench, and the size and style of the
fans. Little changes in design do make a difference. Make sure
your booth vendor explains the company’s design philosophy and,
if possible, visit a similar booth installed at another shop.
Every booth design looks good on paper; not all work equally well
in the real world.
The Next Millennium: Smart Booths
What will the future hold for spraybooths?
Hey, if I knew that answer, I’d have been on top of the stock-market
rise, and I’d be writing this article from a beach in the Caribbean!
But I’ll do my best to give you some predictions, anyway.
For one thing, booth manufacturers are now
matching temperature, air flow and cure times in their booths
to a specific paint product from a particular paint line. It’s
getting to be an exact science when the directions call for 74
degrees F, 100 feet per minute of air past the car and a 12-minute
cure at 175 degree F for one particular clearcoat. Changing the
spray-gun fluid tips and air caps, painting temperature, air flow,
purge, cure times and temperatures for one specific product seems
like a lot of hassle. But if the changes produce more work at
the end of the week, they’re well worth the adjustments.
Other likely advancements include a phone
modem attached to the booth. This modem will call the booth manufacturer
at regular intervals and download all the information from the
last 15 or 20 paint jobs into their computer. The booth manufacturer’s
computer will then compare the shop’s actual spray time, spray
temperature, purge time, cure time and temperature to the ideal.
Potential problems could be corrected before they ruin paint work.
For example, if the booth of the future detects an increase in
back pressure as the exhaust arrestors plug up, it will sound
an alarm to alert the painter.
Eighty Years of Advancements
It’s been a long road to get where we are
today. We’ve gone from the days of painting next to an open window
to the days of a $75,000 spraybooth that’s smarter than we are.
What does this tell you? It tells you that
if you’re still painting cars in a crossdraft booth (or spray
room), a new downdraft should be on your want list. Not only will
your painters work in a healthier environment, they’ll produce
more – and better looking – paint work.
Cars have changed, paint has changed and consumer
expectations have changed. If your shop hasn’t changed, maybe
now is the time.
Mark Clark, owner of Clark Supply Corporation
in Waterloo, Iowa, is a contributing editor to BodyShop Business.











