As an industry, we’re under increased scrutiny to make sure we’re doing the right thing. In the past, there was talk of what could happen if a shop didn’t do a repair correctly. Many shrugged it off and said it would never happen, that people were being over-the-top and exaggerating the danger. The reality is that our work, and following proper procedures, could be the difference between a safe vehicle and potential tragedy.
I’m not going to get into a debate about why repairs are done the way they are. As a technical instructor in the auto repair industry, my job is to teach the correct repair process, nothing more. I also realize that with the changes in metals, electronics, plastics and repair procedures, I know less today than I did yesterday. Education on the proper procedures and the importance of following those procedures is vital to any industry.
Welding
One of the most critical things we do is weld. There are a lot of cosmetic repair issues that can cause headaches and make our lives as shop owners and managers miserable, issues that always seem to get a lot of attention since they’re seen by the customer. That customer will then make their displeasure known. When a vehicle is done perfectly in the customer’s eyes, then we’re all happy at a job well-done.
Most of those unhappy issues involve the cosmetic stuff, but what about looking underneath the cosmetic stuff? Welds are usually never seen by the customer. A technician will place or weld all points required. It looks great on the surface, but look at the other side of the weld. What do you see?
Over the last few months, I’ve been hearing a great deal of comments from shops and technicians on completing the I-CAR Gas Metal Arc Weld (GMAW) requirements. I-CAR instructors have been busy trying to meet the objectives. As an instructor, this process has also been enlightening.
As an industry, we’ve taken some things for granted. We’ve been doing procedures and repairs assuming that all is going well. Visiting all these different shops during tests, I’ve observed some interesting things. One, that many techs are not as familiar with their welders as one would hope. Many try to maintain the welders but find it difficult to get follow-through to maintain them. The biggest thing is most never really check their welds for quality of penetration. Is anybody looking at the other side?
You’ve heard the phrase, “Don’t judge a book by its cover.” I can say the same about a weld on a vehicle. It might look good, but without penetration, that’s all it does: look good. There are more considerations too. Verifying that a GMAW is going to perform as designed requires knowing:
- Where the welds will be
- What’s to be welded. Is it mild-strength steel, high-strength steel, ultra-high-strength steel?
- Right welding machine and gas needed for the job
- Right wire for the job
- Setting up the welder correctly
- What type of weld is to be used
- What a correct weld looks like
- Test weld and destructive test on same metal to verify correct settings
During testing, I found that most technicians grab the GMAW (wire feed) and just start welding with whatever wire and to their favorite setting. This has and will cause problems in the repair. This will also be a problem with squeeze-type resistance welding. With new steels, there’s more to consider today than ever before.
Setting the Bar
Technicians will perform to a standard of expectation in quality if a shop has accountability. Where and how you set that bar is critical in every repair process. The problem developing in shop culture is that instead of working to meet a high standard of quality, techs will work to the lowest bar allowed. So if a person in the shop is doing sub-par work and management lets them get away with it, other shop members will wonder why they try so hard. “If he can get away with that, why should I spend the extra time to do it right?” So the other technicians in the shop may start lowering their own bar of expectations.
Many shops may not have that problem and believe that managers need to hold those techs accountable. And they’re right. The problem is that our industry has other issues that factor in, a shortage of technicians being one of them. Many shops almost fear criticizing a technician’s work, as they may just up and leave. Replacing them may take months, if you ever can at all. Based on recent articles and comments from shops, this sentiment seems to be spreading in the industry.
We as an industry view technicians as all knowing what to do. They all have training and experience. The prospective employees we interview tell us this, so it must be true. Many prospects will sell themselves and exaggerate their abilities. A technician will tell you they’re a solid A-level tech, but in reality they’re at the B or C level.
This leads to the welding part. Does a new hire know how to weld? Has he taken and passed the I-CAR WCS03 or SPS05 test? They’ll tell you, “Yes, I can weld,” but how do you know? They may have passed the I-CAR test, but will they put the same effort into every weld on every vehicle? Another variable is they may actually be fairly good on an older welder, but you have a new one. Do they know how to set it up and use it? I could even ask this question of all the managers and owners. When was the last time you inspected your technicians’ welds? Do you know what you’re looking for to determine whether a weld is good or not? I’m not saying managers need to know how to weld, but they do need to know what a good weld looks like.
Coaching to a New Bar
Coaching technicians to a new bar involves engagement by all. Showing techs what your expectations in welds are as far as how the weld looks will start the process. Also, addressing the finishing of the weld, which includes sanding and grinding as well as corrosion protection, will also help set the bar for everyone. Photographing practice welds and destructive tests prior to welding on the vehicle will help to ensure proper settings on welders and reduce the number of practice welds on vehicles.
Picture this scenario and see if you can relate: A tech grabs a welder, sets it to their favorite setting and then starts welding. When it doesn’t sound right, they make an adjustment for the next weld. When that’s still not right, they make another adjustment. Hopefully after three welds, they’re dialed in. The problem is, how many practice welds do manufacturers allow on their vehicles? This is where coaching and adding picture-taking raises the bar. It’s simple and inexpensive to add to a shop procedure. Coaching and not just criticizing a technician on their work helps to set the bar for the shop’s expectations. The buy-in by all technicians is much easier as the process is designed to improve their skills. This will also lead to better communication on other shop expectations.
Be Ready
Now you’ve set the bar. Ask your employees, “What will it take for this shop to get to this level of expectation?” You may not like the answer you get in some cases. Many times, I’ve visited a shop to do a weld test and found a welder in horrible shape, or worse not even able to functional correctly. You as owner/manger may be asked to maintain some welding equipment. If so, get your welder in shape. Now, raise the bar on your expectations of using that equipment.
No longer will banging the torch against anything be allowed. Use the correct pliers to clean the gas nozzles. Blowing out the machine with air and cleaning the machine will be mandatory after use. Once a month, bring the machine up in front of all to see what needs to be repaired or replaced. If the machine is being abused, find out why.

One thing I see a lot is bent and deformed gas nozzles and loose and sloppy torches. This occurs when, after a series of welds, the machine starts to sputter and lose arc. A tech wiggles the ground clamp and bangs the tip, thinking this will help. What would really help is the technician learning the duty cycle of the machine. The machine can only weld so much before it needs to stop and cool down. Once the tech learns that, much of the abuse may stop, reducing the expense of repairs and maintenance on your welding machine.
One important fact I remind technicians of is that equipment needs to be maintained and respected by all; otherwise all will lose in production and pay. I wish I could say all this is sporadic, but I’ve found this to be more common than we all want to admit.
The Weld
So what does a good GMAW look like? This is where the I-CAR welding courses are priceless. This training teaches what a weld should look like and how to test the weld. In many cases, the technician may also be taught how to make a good weld. The welding tests and classes such as WCS03, SPS05 and WCA03 and the STRSW classes are fantastic for shops to see a technician’s ability to perform welds. Welds are graded on the ability to follow directions on length of the weld. Porosity, bead width, bead height and penetration are also critically judged as well as destructively tested. I’ve found that most people taking tests appreciate the refresher courses as it was a long time ago they last learned that particular skill. The tests also go a long way in addressing bad habits technicians may have developed, such as welding too hot. One area the industry needs to focus on is proper weld penetration. If a technician doesn’t know what they’re trying to achieve, you may have just a pretty weld versus a functioning structural weld.
Metal Type and Thickness
The settings on a welder are based on the type of weld and thickness of metal to be welded. The known factors for the welding machine are power, polarity, type of gas, wire type and diameter. Seems simple enough, but it’s not so simple anymore.
Vehicle manufacturers are specifying the type of welder based on power ratings, the type of wire needed to meet strength requirements and type of weld to use. Looking up these requirements must be done to avoid damaging steels being welded. The weld may look good, but a welder without enough power may create a heat affect zone that weakens the steels around the weld. The welder may also not have enough power to produce enough heat penetration in the weld itself, such as in a frame rail. Another variable is that MIG brazing may be required instead of a steel GMAW weld. This is why the equipment specifications must be followed, whether it’s through accessing vehicle manufacturer websites, ALLDATA, OEM1Stop.com or the I-CAR RTS website. As new steels have entered the industry, also check to see if the correct wire is being used. Different thicknesses and tensile strengths are being specified by vehicle manufacturers. An example would be the new Honda requirements.
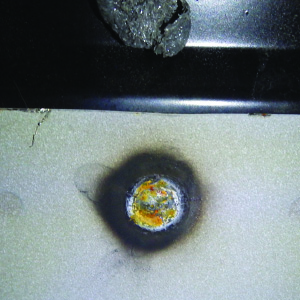
Looking at the Other Side
Proper weld penetration is crucial to the success of the weld. Always look to the backside to see if the weld is sound. Even though you did the test weld and the destructive test, a technician may not have achieved the goal. Nobody is perfect. Look for the melt signature, not just the heat. Look for any trace of skips or voids, essentially, the same as the front side of the weld. Borescopes or even drywall cameras can allow you to take a picture or video of the backside of the welds. By checking and learning all these points and expectations, the technicians will step up their welding game if needed. Most just need the encouragement to do so.
Making the Weld Last
Dressing the weld and corrosion protection are the key to a good-looking and long-lasting weld. Be sure to follow best practices of dressing welds and to avoid thinning the surrounding metal. Grinding flat is not always right. And be sure to protect against corrosion. The weld itself is a huge corrosion hot spot. Scuffing the backside and adding a little bit of epoxy primer with a dauber goes a long way to protecting the weld zone and surrounding areas from corrosion. I’ve seen corrosion in welds two weeks after repairs were completed. The weld must last the test of time.
Wax-based or any other sprayable product may not cover the weld zone completely in many hard-to-reach areas. Sometimes priming a part before welding is best. Remove primers from the weld zone prior to welding, reducing the amount of bare metal in between welds. Start using the same camera to check welds for corrosion protection. As to the use of weld-through primer, check the OE statements on use and product.