With the increasing push for faster repairs and better cycle time, infrared curing lamps have taken the spotlight today as tools that can help a shop achieve these goals.
Renewed Focus
This equipment isn’t new, having really started to take off in the early 1990s, but it’s safe to say there has been renewed focus on what it can do to make shops more efficient and profitable. And with new coatings and material technologies, heat is often a requirement to properly use these products.
“Infrared heaters are an easy way to accelerate production and improve quality,” says John Petro, vice president of Infratech. “Newer products like ceramic coatings and vinyl wraps all benefit from using heat to help with the application and curing. Also, infrared is a cost-effective way to cover larger areas.”
Said Ed Weihs, vice president of sales and marketing for AMH Canada Ltd., “First, many of the lamps purchased back when short-wave infrared was introduced to collision repair have simply neared or reached the end of their useful lives,” says Weihs. “Many can no longer be repaired because analog components are no longer available.”
Weihs also says shops have become increasingly conscious of “throughput.” He states that most repairs (roughly 70 percent) involve less than three panels, and that shops rarely paint an entire vehicle.
“Infrared curing in a prep station can free up the paint booth. As a bonus, it’s less expensive than baking the entire vehicle in a booth.”
Paint products themselves, says Weihs, have improved tremendously but require more precise control of the curing process.
“This can be provided by today’s more sophisticated lamps,” Weihs says.
Roughly 24 months ago, Mike Bertrand, president of Hedson Technologies, said his company saw a resurgence in interest in their infrared curing technology and figured it was simply a cycle where people were replacing their old units with new ones. But then they realized it wasn’t just that.
“It really is a message that’s getting through that if you want to increase productivity, infrared curing is definitely the way to do it,” says Bertrand. “Our thing is, why heat the whole car if you just need to cure two door panels? And we can do that in 10 minutes or less for a fraction of the energy cost.”
How They Work
Infrared energy creates heat by exciting molecules. All objects are made of different molecules, so the effect varies. A similar effect occurs with infrared energy from the sun 93,000,000 miles away.
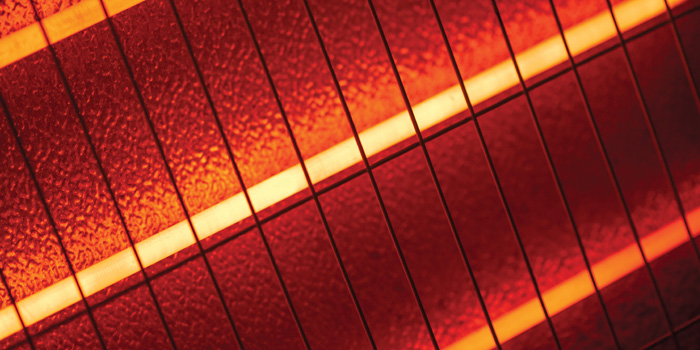
”The infrared energy travels through space, having no heating effect on air,” says Peter Phillipson, technical sales and marketing manager of B-Tech. “But when an object is put in its path (like Planet Earth, in our case), objects and surfaces start to heat up. When it’s used for paint curing, the first thing being affected is the paint.” Phillipson likens part of the process to recycling paint waste. If you fill a recycler with paint waste and crank up the heat, the pot containing the paint waste does not rise in temperature until the first solvent has evaporated to the condenser.
“The same happens when you’re curing paint using short-wave infrared – the solvents in the coating are holding the temperature down,” Phillipson says. “However, the infrared energy is also exciting the molecules in the substrate, which can actually reach a higher temperature than the paint itself. You then get heat being transferred back through the paint by conduction. And that’s how you get the two-way cure.”

Uses
Infrared curing lamps are used in all body shop applications that benefit from heat, with accelerating the drying of primer and clearcoat being the primary applications. Drying fillers and other surface preparation materials is common, too. This technology is also used on ceramic coatings, window tinting, vinyl wrapping and adhesive curing.
“They’ll prep it, prime it and put an infrared lamp on it and, within 6, 7 or 8 minutes, that thing is ready to go,” Bertrand says. “So by the time they have gone and cleaned their spray gun, they can come back and get on it, whether it’s sanding or whatever the next operation is, and move it right through.”
Shops also use infrared equipment for many other applications like moisture removal, panel pre-heating, accelerating release agent removal, and heating bumpers and grilles to make component removal or fitting easier in cold weather.
Bertrand says he sold a lot of equipment to Pepsi for sticker removal during the refurbishing of 60s-era Pepsi machines.
“They’ll even use them in the boating industry when they want to take the wide strip off that marks the float line as opposed to scraping it off. Also in car plants, they’ll use them to soften rubberized seals and make them easier to get on and off and reuse them.”
Types
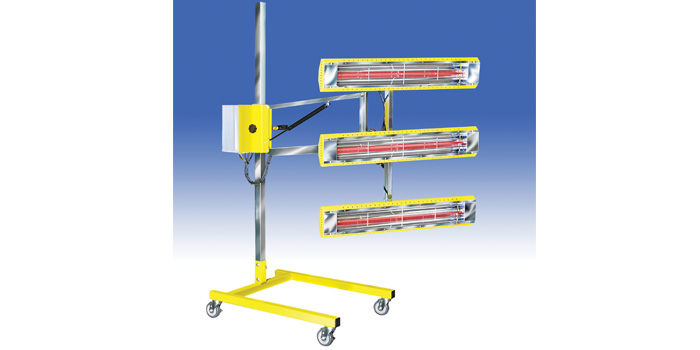
Infrared curing lamps come in three types: handheld units, portable stands and in-booth track systems, ranging in price from $300 to $30,000. According to Phillipson, off-the-floor units or track systems account for less than 5 percent of infrared sales, and traditional mobiles remain the unit of choice.
“The main advantage of track systems is removing trailing cables from the shop floor,” says Phillipson. “The downside is cost and keeping them clean, as once they’re bolted into a prep area, the likelihood of contamination increases. Once reflectors become contaminated with overspray, curing times can increase by 30 percent. The in-booth system is expensive, and keeping it clean really requires a built-in safehouse.”
Phillipson says that multi-shop operations did show interest in the in-booth track-mounted systems, but many returned to the advantages and flexibility that the mobile units gave them in prep areas.
Petro says Infratech does not offer track systems but does offer retrofit kits allowing shops to build infrared curing lamps into spraybooth walls.
“Our built-in systems keep cords off the floor just like track systems do,” says Petro. “The track systems use a head similar to a standard portable unit, but the track is significantly more expensive and still only cures one section at a time. They’re best suited for spot curing.
“A built-in retrofit system is zoned and can cure an entire car or a single zone. It saves time on multi-panel repairs because you do not need to dry one section before moving the lamp to another area. Built-in systems are also less expensive then track systems and do not need the sophisticated railways or cable management components that are the basis for a track system.”
Longevity
Infrared curing lamps will last a shop a long time with minimal maintenance. The heating elements are typically rated for 5,000 hours.
“We often have customers with units more than 20 years old requesting assistance to identify a replacement heating element,” says Petro. “Heaters need to be kept clean, and care should be used not to roll them around when operating, particularly halogen or short-wave units as the elements are more fragile and expensive.” Phillipson agrees, saying that a good quality unit should last 15 to 20 years. “Some units have cooling fans fitted, and this can mean intake filters being cleaned or replaced,” he says.
Heat Versus Airflow
Do infrared curing lamps alone work well without accompanying airflow? Petro says yes.
“Airflow helps by taking air saturated with solvents and moisture away from the surface while replacing with hopefully less saturated air to absorb more. Infrared forces those solvents and water into the air, which is why infrared works on days with 100 percent humidity and colder temperatures. Heat with light airflow is normally the fastest for most drying applications, but with airflow, there is an increased risk of depositing contaminates in the painted surface.”
According to Phillipson, “No additional airflow is required for fast drying of either body filler or any urethane applications, but simple airflow or a combination of airflow and infrared works well for waterborne coatings.”
The Future
Infrared emitters haven’t changed much in 20 years. Various manufacturers have introduced newer-style heating elements, and the controls and heater configurations have varied to meet specific applications and market demand. Also, the applications that have grown to accept and use infrared continue to expand.
“Infrared heaters aren’t changing rapidly; it’s the coating and applications for the heaters that continues to change,” Petro says. “You’ll see new ways to support the infrared emitters, to have them better positioned for specific applications. As car designs change and the locations where infrared heat needs to be used, the fixtures will evolve in size and configurations to cover those areas.”
Petro says that new infrared emitters (bulbs) are regularly developed with higher and lower watt densities, mostly higher to fit more heat in a smaller space. Also, different wires and resistance materials are incorporated.
According to Weihs, nearly all of the top-of-the-line, higher wattage (i.e. larger curing area) lamps have digital control panels and memory slots for storing the most commonly used combinations of ramp time, cure time and cure temperature.
“Additional technology has been added in the form of distance sensors to aid in the optimum positioning of the lamp array, and integrated thermal sensors with laser guidance which carefully regulate the cure temperature,” he says.
What has come a long way, Bertrand says, is how infrared curing units control energy, how different units are controlled and user interface.
“We are already onto our fourth generation of infrared mobiles with IRT and Trisk, and third generation with PowerCure,” Bertrand says.
Phillipson says that, at the moment, the development of infrared systems and their controls have come as far as they can.
“In terms of performance, you can only push a paint system so far before it pops,” he says.
But there will be a “next stage” of drying technology, and that will come in drying zones in the form of drive-through spraybooths.
“Once the vehicle is painted, it’s pushed forward on a track into the curing drying zone/ chamber,” Phillipson says. “Once activated, humans cannot enter, so several types of radiation or convection can be used in the zone, including UV. This type of system eliminates the health and safety issues that can be involved with UV-B/C. It also means the spraybooth gets freed up almost immediately for the next vehicle, more than doubling the shop’s efficiency. Plus, contamination is no longer an issue, as no spraying takes place in the drying/curing chamber.”












