
We’re seeing more complex colors and finishes of late, and I assure you it’s a challenge for the paint shop.
Decades ago, we saw incredible factory pearl paint jobs that left us speechless…at least, initially. Of course, if you’re faced with something often enough, you eventually learn the best way to navigate around it. These days, we worry little about three-stage pearl paint jobs. Most of us have slain that dragon and have a proven battle plan to ensure success.
Candy Colors
A more recent challenge for us is the tinted midcoat colors, commonly known as “candy colors,” coming from the factory. I know they’re not new to us; we’ve had them sporadically to a miniscule degree for years, but they’ve never seemed to become common enough for us to need to hone that particular color-match skill to a razor’s edge. Nonetheless, I believe that enough time has passed where tinted midcoats will become more commonplace, requiring us to sharpen that arrow and get it into our quiver.
Depending on the paint line you’re using and the technology that a particular manufacturer employs, you may see a tinted midcoat reminiscent of traditional candy coats. Or, you may see a tinted midcoat that requires a catalyst, much like a urethane clearcoat does. Regardless, the repair will be similar: a slightly unsaturated base transformed to a clean, bright color by the application of the tinted midcoat.
An example of one paint manufacturer’s red “candy” has a base that is fairly close and, as a result, is extremely easy to spot-repair. Another’s base looks like a copper penny prior to the midcoat. There’s a certain amount of disbelief in the painter’s mind as he lays down that base because it’s really “off.” Then, it’s radically transformed by the midcoat, so much that you wouldn’t have thought it possible.
One must make sprayout let-down panels to ascertain the correct number of midcoats required for a match, and then trust them as you progress. The tinted midcoat, while not an effect coat in the same way a pearl midcoat is, can still give you sidetone or flop issues if you’re not faithful to the proper number of coats required for a match. I believe it prudent to test-drive, if possible, the process and color on the old damaged part. This will give the painter great confidence when he finally gets the real job into the booth. I know working up the test panels takes time, but it assures accuracy, and you know what I have to say about that: “There is nothing faster than accuracy.” Additionally, after a few more of these colors have come through the shop, you’ll be as comfortable with them as you are with white pearls.
In our market, we’re mostly seeing the reds, with a few blues thrown in, too. Here, we’ve yet to see that crazy broken-glass “metallic” that Fisker used, and I suspect that very few shops have even had a Fisker in it.
So, I believe that the tinted midcoat colors will not pose much of a problem once we’ve practiced and honed the techniques necessary for a successful repair. However, the matte gloss clearcoats will likely be a different story.
Reduced Gloss Clearcoats
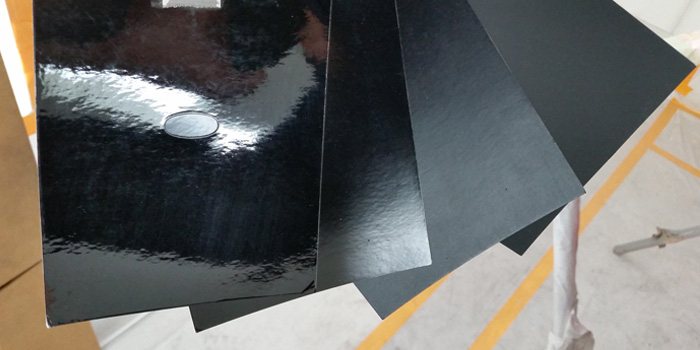
One challenge in particular relating to reduced gloss clearcoats is how they affect perceived color. A gloss black appears different from a flat black, even if the same black base was used under both clears.
Furthermore, one cannot nib and polish any dirt specks or remove a run as you’ll polish a shine right onto the matte clear. So, we’ll have to take extra time up front with the cleaning, blowing and tacking in an effort to avoid dirt in the first place. This is typically a job for the “First-Class Painter” – you know, the guy whose work is so fantastic, he’s often done with the job when he cleans his guns. He’s not mopping up his harried efforts with a buffer at the back end of the operation. He’s predictably consistent, ensuring each step of the operation is correct and proper before continuing on. He also practices “TOML” (Take One More Look) and is rewarded with accuracy.
Still, with that in mind, there will likely be re-paints of matte finishes in our shops until we recognize the challenge and accept the reality of it. Not only do we blend color for the appearance of a perfect match, we would likely blend the matted clear if we could. But we can’t; we have to panel it. And therein lies the problem, as we can create the appearance of a mismatch due to the “color-changing” characteristics of differing degrees of gloss. The two doors you spotted color on near the handles and paneled the clear to the edges now have a different appearance than the fender and quarter panel due to the gloss being slightly different. The fact is when the matte clear is affected by temperature and/or humidity and dries at a slightly different rate, it affects the gloss degree, thereby affecting the end product. In other words, if you mix and spray the matte clear on a test panel in the morning at 65 degrees, and then do another one in the afternoon when it’s 85, they’ll dry down to different gloss levels, which affects the perceived color match.
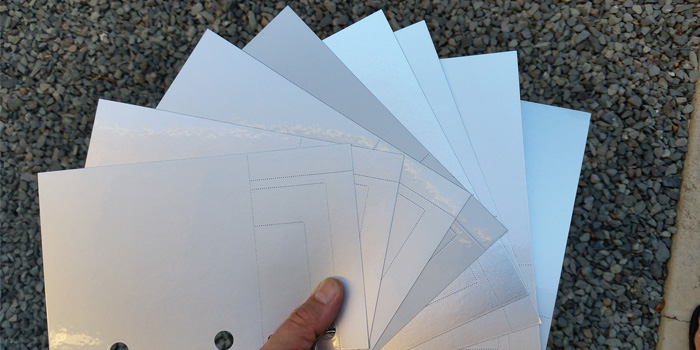
Consider also that even within the matte clear families, there are differing degrees of gloss you can mix, which basically means you need to match your color to an acceptable blendable match and make some test panels. Then, work up a small amount of clear at a given matte, clear a test panel, allow it to dry and compare it to the car. You may recall with traditional full gloss clearcoats that we polished up the adjacent panels for the truest color rendering. As you can imagine, that’s not possible with matte clears, so we compare what we have to the car as-is. We’ll likely find we need to mix another bit of clear with a slightly different degree of gloss and so on and so forth till we have what we believe is an acceptable match.
Zone Refinishing
That’s a lot of work, but we’re not done yet. Given the aforementioned phenomenon of differing gloss via temperature/humidity, and the fact that we can’t “blend” the clear into an adjacent panel, the final brick in the stem-wall foundation we’re building is zone refinishing. The fender and quarter panel, which appeared different than the two doors we repaired, now become part of the repair. So, to ensure an acceptable match of color and clear, we clear the entire side. Zone refinish. It’s not new, but it’s predictably resisted.
Remember our goal: exceed the customer’s expectations as fast as we can. And nothing is faster than doing it one time. I know there will be painters, managers or owners who scoff in disbelief and attempt to “panel” the matte finish. You will pull it off sometimes, at best. While we consider the variables which contribute to this, let’s not overlook the potential inconsistencies the painter brings with gun speed, overlap and distance. The wetter the matte finish is applied, the slower it dries, which as we now know affects the degree of gloss. It’s a rare painter who has the machine-like consistency of speed/overlap/distance at all angles and heights necessary to eliminate this variable, particularly in light of the temperature/ humidity portion of the equation.
So, obviously, successful matte clear repairs aren’t even consistently achievable without the acknowledgement and acceptance of the reality of the physics involved and the necessary skills to navigate around it. You cannot just barf it on and buff it off. You need to be done with the job when you clean your gun, and this requires a sanitary approach, accuracy and an understanding of the nuances of matte gloss finishes.
As a final bit of homework, I would encourage you to Google “Hyundai matte finish,” where you’ll find a multi-page matte finish care guide that includes a “customer acknowledgement” form that must be signed by the customer at the time of purchase. They’re setting the proper customer expectation at the point of purchase – right out of the gate. We collision repairers need to as well, at the point of initial contact and estimation.











