The panels were welded
on at the factory, and logic dictated that we would use a similar
method during panel replacement. Before the unibody revolution,
gas welding, brazing and resistance panel spot welding were widely
used.

Later on, when vehicle manufacturers were
confronted with governmental fuel-economy regulations and a diminishing
market share due to Japanese competition, they quickly introduced
an entirely new vehicle – which brought a whole new group of alloys
into play. Who ever heard of high-strength steel? Martensitic
steel? And what do you mean I can’t heat it to straighten it?
Gas Metal Arc Welding (MIG) quickly became
the method of choice as welder manufacturers recognized the new
market potential that accompanied this welded sheet-metal unibody
vehicle. No longer was there a heavy frame to give strength and
rigidity to the automobile.
Those of you who were in the business in the
late ’70s will remember the madness that accompanied the unibody
introduction. Shop owners, technicians, suppliers and equipment
vendors scrambled to embrace new equipment, new methods and what
really amounted to a whole new vehicle repair philosophy. MIG-welding
seminars held by distributors featured complete front ends of
unibody cars that were brazed together by some unknowing, untrained
technicians and were literally unsafe at any speed. Insurers paid
for thousands of re-repairs to vehicles that were compromised.
What a time it was!

As the industry got up to speed, things calmed
down. Vehicle manufacturers recognized the need for research and
for communication with the repair industry. I-CAR was founded,
training for this new generation of vehicles was introduced and
a new level of normalcy was upon us.
But, alas, nothing lasts forever …
As vehicles got lighter, more of the vehicle
components came into play as secondary structural components.
Front and rear windshields were now bonded with urethane instead
of butyl, and more sealing was done for rigidity, sound deadening
and to create a watertight seal.
Certain aspects of this OEM technology were
transferred by several manufacturers and marketers of adhesives
and sealants to products that could be used by collision repair
technicians to repair vehicles. But should they be used? And if
so, on what?
The abundance of advertising done by different
manufacturers would have us believe that with the exception of
structural components – i.e. frame rails, rocker panels and pillars
– we can bond almost anything.
Is this really the case?
Let’s look at some of the thinking around
the industry regarding adhesive bonding – along with recent positions
taken by the OEMs – to help us answer that question.
The OEM Side
The following document was a world-policy
letter issued by the Ford Motor Company in February:
Use of Structural Adhesives for
Body Repair Issue
Ford Motor Company is concerned about
the potential effects of aftermarket structural adhesives advertised
as complete or partial replacement for MIG plug welding on the
safety, durability and quality of Ford vehicles involved in collision
repairs. Based upon the information currently available on these
materials, Ford Motor Company does not endorse or recommend the
use of these adhesives in place of MIG plug welds for collision
repair.
Differences Between Welding Bonding
and Adhesive Bonding
There are clear differences between
weld bonding and adhesive bonding that need to be considered in
discussions of vehicle manufacturing and repair with adhesives.
The American Welding Society defines weld bonding as a resistance
spot welding process variation in which the spot weld strength
is augmented by adhesive at the faying surfaces. Adhesive bonding
is a method for joining similar or dissimilar materials relying
on the adhesion properties between the adhesive and adherend.
Ford Motor Company at present only
utilizes weld bonding in the manufacture of steel body structures,
not adhesive bonding.
Rationale for Concerns
1. Vehicle performance:
a. Current advertising of aftermarket
structural adhesives appears to stress safety and crash performance.
Suppliers indicate they have conducted crash tests of manufacturers’
vehicles, compared the performance of vehicles repaired with structural
adhesives vs. vehicles repaired with MIG plug welding and concluded
that the crash performance is essentially the same. Aftermarket
suppliers imply that because their selected vehicle crash tests
were apparently successful, their repair materials and procedures
are suitable for other spot-welded sheet-metal parts on all other
makes and models (except "structural" parts), under
all collision scenarios, all environmental and operating conditions,
and all possible ages of vehicle, and will completely restore
the structural integrity of the vehicle. Ford Motor Company cannot
accept this logic.
b. Ford Motor Company currently uses
structural adhesives with spot welding to improve Noise/Vibration/Harshness
(NVH) and durability, not for safety. It cannot be implied from
aftermarket advertising that the use of adhesives in place of
MIG plug welds will restore all of these characteristics.
c. Aftermarket adhesive suppliers appear
to focus on the lap shear as the primary characterization of adhesive
strength. Other important factors that are not clearly advertised
are modulus, peel strength, toughness and crack propagation, under
both static and dynamic load conditions. Because it is not known
how these aftermarket adhesives perform to these criteria under
all operating conditions compared to production spot welds and
repairs using MIG plug welding, Ford cannot confirm the effectiveness
of these adhesives in meeting crashworthiness, NVH, sealing and
durability requirements for the application recommended.
d. Aftermarket testing to date has
not apparently addressed the potential of adhesive bonds developing
nonvisible cracks during minor collisions. This could result in
significant bond failures through crack propagation or peeling
in subsequent collisions.
2. Environmental conditions: Ford Motor
is concerned about the strength of correlation between accelerated
laboratory coupon testing and vehicle field data. Aftermarket
evaluations under the complete range of possible environmental
conditions (temperature, humidity, road salt, time, etc.) appear
to be limited to laboratory testing of plaques, at best, and have
not addressed accelerated durability or temperature extremes.
3. Robustness of materials and processes
relating to variations in shop conditions: Ford has not seen evidence
that the quality of repairs with these materials is robust enough
to all the potential variations in technician skill level, environmental
conditions, types of repairs, etc., that will be encountered in
the field. For example, adhesive performance is dependent on a
consistent adhesive bondline thickness. Since mating panels on
damaged vehicles will likely require straightening before a replacement
panel is bonded on, and given the springback characteristics of
high strength steels, we do not believe that body shops have consistent
capability of reproducing production weld-bonded joint gaps with
adhesives alone.
4. Effectiveness of adhesive repairs:
It is not clear how quality control of aftermarket structural
adhesives can be maintained in a body shop environment. Nondestructive
test methods are available, but these methods only detect the
presence or absence of adhesive in the joint, not the quality
of the adhesive cure or adhesion to the substrate.
5. Vehicle design: Ford Motor Company’s
welded steel body joints (width, gaps, etc.) have been optimized
for spot welding, not for all-adhesive bonding. Ford Motor cannot
verify that the use of adhesives alone in these joints without
welding will reproduce the strength, stiffness, dimension, etc.,
of the original production vehicle.
Conclusions/Recommendations
1. Based on the evidence presented
to date, Ford Motor Company does not endorse or recommend the
use of structural adhesives in place of production spot welds
for body panels on its vehicles.
2. The only exception that Ford Motor
supports is the replacement of door outer panels with structural
adhesives and hem flanging, which is an accepted industry practice.
3. Ford Motor Company cannot conclude
from the data provided that the crash performance, NVH, durability
and reliability, over time, of all-adhesive joints will be comparable
to production designs with spot welds or repaired vehicles with
MIG plug welding.
4. Ford Motor Company requests that aftermarket
adhesive suppliers cease advertising their products so as to imply
they are suitable for use on Ford vehicles worldwide.
Advanced Vehicle Technology
Ford Customer Service Division
Ford Motor Company
February 25, 1998
A Ford spokesperson cited that the strong position has been taken
because there aren’t sufficient tests yet to determine the long-term
suitability of the adhesive repair method. At this time, Ford
only approves the use of adhesives on door skins.
Chrysler says it won’t recommend this repair technique at this
time either and that an earlier report widely circulated regarding
the Chrysler Sebring convertible using extensive bonding was in
error.
A spokesperson for General Motors indicated that the company is
working on a position statement and that we should see something
by the end of the summer. The basic guideline, says the spokesperson,
is to replace welds with welds.
The Adhesive Manufacturers’ Side
What follows are responses from adhesive manufacturers to Ford’s
world-policy letter regarding structural adhesives.
- Richard L. Jacobs, president, Polymer Engineering Corporation
– "Ford Motor Company does not endorse or recommend the use
of adhesive in place of MIG plug welds for collision repair.
But have the OEMs forgotten that they have reduced the gauge of
steel panels during the last few years to the point that they’re
essentially paper thin? It seems that nowhere in their planning
were they thinking of how repairmen would have to deal with the
problem of reattaching these panels. What we’re left with now
is to determine how any fixturing method used in the body shop,
including spot welding or MIG plug welding, can provide strength,
absorb energy and provide quality, durability and safety to the
motorist.
It doesn’t matter how large the welds are or how much I-CAR has
perfected welding methods. The failure point upon impact becomes
the thin steel panel at the weld perimeter. And more than that,
the welding standards adopted by both OEMs and I-CAR only require
that the weld be of a certain size and quality. Nowhere in the
published standards do they provide any idea of how little force
is required to delaminate a welded panel by failure of the panel,
not the weld. They address the construction of the weld but not
the weakness of the weld edge. So, we at PEC have gone about testing
welds of various constructions and configurations to determine
their strengths, and we’ve found that our adhesives (and even
those of most of our competitors) are substantially stronger than
either a spot-weld attachment or a MIG plug-weld attachment to
the panel. Adhesive bonding provides substantially more strength,
quality and durability, mainly because adhesives can cover so
much more of the overlap contact area of the panel to the frame.
I-CAR has made a concerted effort to establish MIG plug-welding
methods that produce a fused overlap of panel sheet metal to frame
steel. However, the process requiring the 3/8-inch diameter fused
overlap between the frame and the panel is extremely difficult
to achieve. Not only is this process labor intensive, it’s not
learned quickly; proficient welding skills require perhaps years
to achieve. You must also add to this the labor time required
to dress down each weld. Welding also leaves several secondary
repair problems, such as the potential for corrosion and dimpling
and does nothing to solve the problems of NVH. …
Some OEM structures such as floor pans have been weld/bonded to
overcome NVH. Body shop repairmen have been faced with a dilemma
in repairing these structures. Should the refixturing be accomplished
by welding first and bonding second or vice-versa? If they weld
first and bond or seal second, as has been suggested by some OEM
engineers, a fertile ground becomes available for corrosion in
these structures, where the oxidized and corrosive remnants of
welding are left within the sealed pocket to instigate corrosion.
If repairmen bond first and weld second, a combustibility issue
arises. Also, the question arises as to why one should weld if
the adhesive is substantially stronger than the weld/bond anyway?
PEC specifically avoids making any recommendations where these
constructions are structural. In the case of structural weld/bonded
applications, OEMs have left body shops without an answer. …
Of course, it’s a legitimate question as to how vendors have verified
safety, quality and durability. Adhesive bonding provides a good
alternative to welding. But we should not glibly think that bonding
is the panacea. There’s much more to bonding than meets the eye.
Not only must the reliability be proven by considerable testing,
there are many hidden and different engineering considerations
that pertain to adhesives over welding. While welding has several
disadvantages, welding can be relied upon to provide stable fixturing
properties over the range of service temperatures. And the problems
of welding are known, while the effects of adhesive bonding are
relatively unknown. However, it’s a disservice to suggest that
the vendors have not done their testing to verify safety, quality
and durability. We, as one vendor, have done substantial testing,
and accelerated testing is a reliable means of establishing durability.
We have used welding as the basis by which the various adhesives
are compared to automotive applications and have performed the
following tests using frame steel and panel steel:
- Compared adhesive bonding to spot welding and MIG plug welding
per I-CAR and OEM specifications over a full range of service
temperatures. - Tested modes of force, including tensile, compression, lap
shear, peel, flexure and torsion. - Done accelerated and long-term aging.
- Related bonding to intrinsic properties of steel using both
theoretical and practical approaches. - Performed stress/strain relationships and modulus of elasticity.
- Tested tensile and elongation over a range of service-temperature
conditions. - Tested various overlap joint constructions under load-bearing
conditions. - Tested energy absorption over a full range of service temperatures.
- Taken into account worst-case conditions of maximum open times,
minimum cure schedule, maximum heat exposure and at service-temperature
extremes. - Tested performance under real driving conditions.
- Performed crash testing with successful results.
These studies were intended to satisfy PEC management that adhesive
materials have been tested at the maximum of extremes using the
best engineering considerations and methods.
The use of adhesive bonding in the autobody aftermarket will continue
to grow, and along with that will be the growing need to establish
universal specifications and rigid testing standards. The leaders
in the autobody aftermarket (I-CAR, insurance companies, manufacturers,
etc.) must spearhead the establishment of such industry standards
because the OEMs will be slow to react and will always be the
last to endorse new techniques for fear of liability."
Joseph L. Luchik, director of marketing, Lord Corporation –
"Lord Corporation has as its mission in the automotive repair
industry to offer innovative, cost effective ways of repairing
vehicles and restoring them to original factory condition. Lord
is a leader in the design and development of adhesives for bonding
a number of difficult-to-bond substrates used in a variety of
industries, including automotive OEM and repair. During the past
few years, Lord has conducted independent vehicle crash tests,
which supported the concept of metal bonding replacing MIG welds
in nonstructural applications. Data generated from these tests
has been made readily available. Lord will continue to work closely
with the industry to further define the testing needed to validate
this cost effective form of repair."
- Steve Fussy, director of marketing, SEM Products, Inc. – "SEM
markets products that address the needs of autobody technicians,
and we place tremendous faith in their abilities. Our products
are developed to solve problems body men and painters face every
day and to perform effectively in the environment in which these
professionals operate.
Obviously, there are applications where metal autobody components
can be bonded safely creating a repair offering integrity for
the life of the vehicle. However, it is neither SEM’s policy nor
intent to recommend procedures that contradict directives of automobile
manufacturers."
- Jon Fryxell, marketing manager, 3M Automotive Aftermarket
Division – "3M is a worldwide leader in adhesive technology.
Over the past eight years, 3M has developed specific adhesives
for use in panel bonding applications. 3M’s adhesive process virtually
eliminates heat metal warpage and risk of fire, glass and trim
damage, while enhancing the technician’s safety environment.
– 3M’s adhesive bonds along the entire length of a panel rather
than just the specific MIG-weld points.
– 3M’s adhesive has a built-in corrosion inhibitor.
– 3M’s glass bead technology assures uniform adhesive thickness.
– 3M’s field representatives, training materials and videos for
the technician greatly reduce the variability in repair of the
vehicle. Variability can be a significant problem with welding,
as the spacing and quality of each weld are determined by the
individual technician. As a result, fixes may range from very
good to very poor. 3M’s adhesive, on the other hand, bonds along
the entire line of the application and develops a shear strength
along that entire line.
OEMs clearly know how to make cars best in a controlled and fixed
environment. They have the robotics, computers and engineers to
make a fine product. However, in the aftermarket, when we try
to fix these modern miracles, we often need to employ different
technologies. 3M is committed to working with all segments of
the collision repair industry to continue to improve repair procedures
and technician safety."
The Insurance Side
The insurance company people I spoke with rely on information
commonly available to the industry to set guidelines for authorized
and approved repair methodology. It’s common for them to look
at the information available from I-CAR, Tech-Cor and vehicle
manufacturers, and if there’s a controversy regarding a repair
process, they default to vehicle manufacturer guidelines. (With
that in mind, some of the following insurance people may well
change their policy regarding adhesives once the positions taken
by the OEMs become common knowledge.)
Most insurance people I spoke with believe there’s a place for
adhesive bonding. They’re aware that some form of crash testing
has been done by many adhesive vendors and that corrosion protection
with bonding might be better than it is with a weld that disrupts
the anticorrosion properties of a new panel. They’re also aware
that there might not be a time savings using adhesives because
of the upfront flange straightening, panel prepping and dry fitting
required to achieve a well-fit panel replacement. They advised
testing the waters in your own market because every company has
its own spin on compensating shops for these materials.
As mentioned, most of the insurers I spoke with believe there’s
a place for adhesive bonding in collision repair. Most, but not
all. When I asked State Farm about its position on bonding vs.
welding, I was told by Brian Maze, State Farm’s public affairs
specialist, that "To State Farm’s knowledge, none of the
auto manufacturers have approved substitution of bonding material
for welding. Therefore, we will not consider bonding to be an
acceptable repair – except in the cases where the panels were
bonded by the manufacturer."
Is it only a matter of time before other insurers follow State
Farm’s lead?
The Shop Side
There seems to be a dividing line at the shop level: Shops either
utilize metal bonding adhesives or they don’t.
In shops that use this technology, the shop managers I spoke with
typically let their technicians decide whether to weld or bond
a replacement panel; they said they’ve invested in training for
their techs and feel they’re capable of making the right choice.
They also said they have fewer wind and water leaks, and sparks
flying into vehicle interiors have ceased to be a problem.
The other school of thought is not to utilize adhesives for collision
repair. These shop owners have invested in equipment, training
and certification for their technicians as welders and will only
use adhesives on vehicles that were originally assembled with
adhesives.
Note: Some vehicle-recall campaigns involve delamination or loosening
of outer skins from their panel frames, and factory-recall bulletins
specifically outlining a field repair method involving the use
of a panel adhesive are available. These are isolated instances,
and shops involved in these campaigns should simply follow the
manufacturer instructions to perform a repair.
I-CAR/Tech-Cor Sides
Regarding the use of adhesives for collision repairs, a spokesperson
at Tech-Cor says: "Officials at Tech-Cor said that bulletin
96-3 is their most current comment on this matter. It is neither
a recommendation nor a condemnation of adhesive bonding of nonstructural
panels. It merely outlines the steps to be taken if the choice
is made by the repairer to use this method."
Where does I-CAR stand? The I-CAR Advantage publication, Vol.
IX, No. 6, dated November/December 1996, had an article about
repair adhesives, and the following are excerpts from that issue:
Potential liability: "The liability of using a product incorrectly
will lie solely with the repair facility. So, if you decide to
use an adhesive where it is not recommended, you will lose the
support of both the OEM and the adhesive maker. All adhesive products
have a disclaimer that generally states if the product is used
improperly, the adhesive maker assumes no liability."
The future of adhesives: "It’s important to keep in mind
that OEM repair recommendations will dictate when, and if, adhesives
will become an acceptable method of repair."
Conclusions: "Adhesives are stronger and more durable today
than ever before. For this reason, it is very easy to start thinking
that using a repair adhesive to attach a panel is equal or better
than MIG welding. To use or not to use adhesives is a decision
based on many variables, but most importantly, does the vehicle
manufacturer recommend it?"
Which Side to Take
If you aren’t seriously confused by now, you probably didn’t read
the whole article!
The issue of bonding vs. welding has reached critical mass. Part
of the problem is that the OEMs build vehicles but don’t repair
them, while we, in the industry, don’t build vehicles but must
repair them.
Is there middle ground?
If there is, it has yet to be found. Until that time comes, shop
owners and technicians will have to base their decisions of whether
or not to use repair adhesives on current facts and information.
Unfortunately for adhesive manufacturers, the facts at hand don’t
appear to be in their favor.
The pictures of the Toyota Camry point to a lack of communication
to the repair segment of the industry, which then points to a
liability issue for the repairer that simply cannot be ignored.
And with the current OEM position, which is typically followed
by an insurance-industry position, it would appear that a shop
owner who chooses the adhesive path does so at his own risk.
Writer Michael Regan is president of The J.J.R.
Company in Cleveland, Ohio, and a contributing editor to BodyShop
Business.
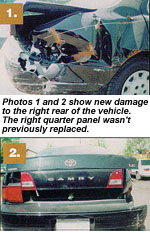
Pictured is a 1995 Toyota Camry that was involved in a collision
60 days ago. The left quarter panel, deck lid, bumper and rear
body panels were replaced, and the trunk floor panel was repaired.
The quarter panel was replaced utilizing a belt-line cut that
allowed the rear glass to be left in place, and it was MIG welded
at the front edge in the door jamb, welded around the wheelhouse
and – with the exception of a 1 1/2-inch tab at the front edge
of the trunk jamb – welded in the jamb. It was also attached to
the rear body panel using welds. In the sail-panel area, the choice
was made by the technician to fit the panel with a 1 1/2- to 2-inch
overlap and to use a metal-bonding product to attach the panels
together. This was done, and the panel was finished in the normal
manner and painted.
Earlier this week, the vehicle sustained a hit to the right quarter-panel
area. As you can see in the photos, it was a good hit, causing
quite a bit of damage to the right rear of the vehicle.
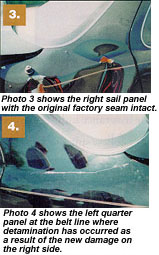
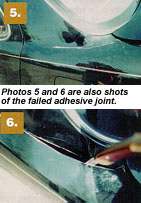
The surprise comes from a re-examination of the left quarter-panel
belt line. The bonded joint failed, and there appears to be adhesive
residue on both sides of the open tear. But close examination
of the original MIG welds at the front door-jamb edge, the rear
body-panel and trunk-floor areas and the upper quarter attachment
behind the start of the glue joint show no failure at all. What
happened?
The car was repaired at an I-CAR Gold Class shop, and the technicians
have decades of experience, are I-CAR certified in welding, regularly
attend clinics and training, and are involved in the industry.
They approached the original repair just like the ads told them
to: "Save time, leave the glass in place, don’t worry about
a thing." The product they used was a choice of several from
a certain manufacturer. The manufacturer’s technical answer man
now says the shop probably should have used one of the other products
in the line – that one of the others may have been a more suitable
choice for this repair.

Seeing this vehicle, I suddenly realized what the Ford spokesman
was saying: There needs to be a gigantic meeting of the minds
between adhesive manufacturers and vehicle manufacturers to coordinate
testing and training that will minimize cases like this Toyota.

Somehow, years ago, the paint manufacturers got together with
vehicle manufacturers and came up with a complete set of repair
procedures that we follow in the field. Paint companies relied
on their OEM experience to initiate approval for refinishing of
vehicles. Since many of the adhesive manufacturers say they have
a strong OEM presence, maybe they need to go to their OEM connections
to find out what it will take to work together to come up with
joint (no pun intended) recommendations for panel replacement
for collision repairs. To date, the recommendations for using
adhesives for nonstructural panel replacement have been one sided
– yet repair professionals and vehicle owners would both benefit
from repair procedures that are endorsed by the adhesive manufacturer
and the vehicle manufacturer.
Note: None of the MIG welded areas of the original repair show
any evidence of failure. The failure on this vehicle is confined
to the belt-line area where the choice was made to use adhesive.












